
Esztergáló és maróprogram készítése egy EDGECAM fájlon belül
Alkatrészeink programozásakor sokszor fordult már elő, hogy olyan jellegű munkadarabbal találjuk szembe magunkat, melynek gazdaságos legyártásához mindkét technológiára szükségünk van. A következő, rövid leírásban arra láthatunk egy példát, hogyan is lehetséges ezt egy EDGECAM fájlon belül leprogramozni, akár felfogásonként. Tehát a célunk az, hogy a programablakban egymás alatt kezelhessük, szimulálhassuk, mind a marási, mind pedig az esztergálási programjainkat, és amennyiben mindent rendben találtunk kigenerálhassuk az NC kódot is.
Első lépés
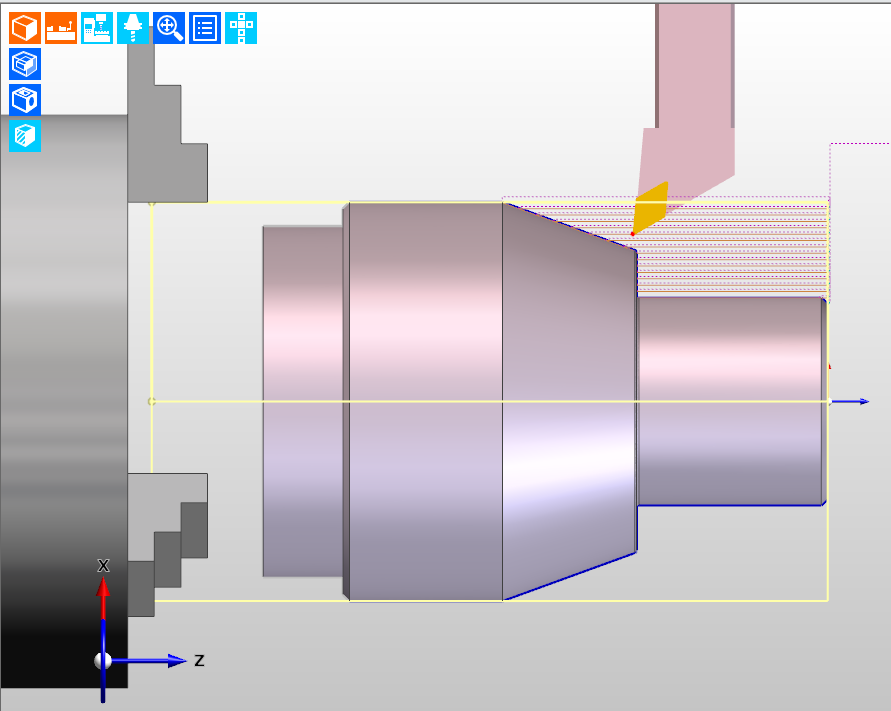
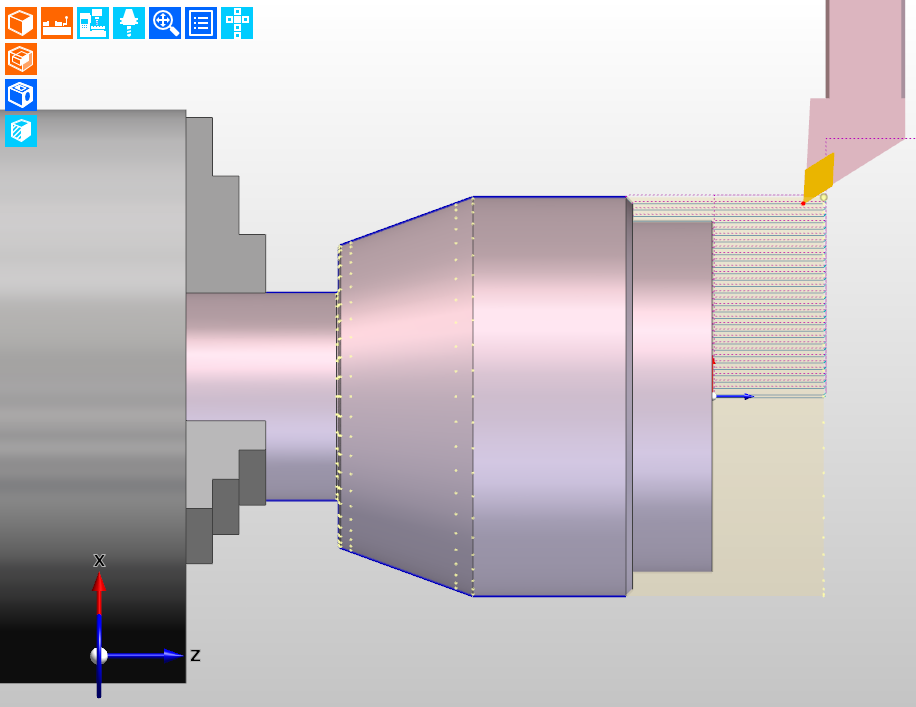
Ennél a példánál a befoglaló hengerből először kiesztergáljuk az alkatrész kontúrját, két felfogásban, egy átfordítással. Az átfordítás sarkalatos pontja minden esetben a megfelelő koordináta tengely orientáció, mely jelen esetben egy Z tengely 180 fokos forgatásából, és egy nullpont eltolásból tevődik össze. Ezt reflektálja a hátsó inverz esztergálás nullpont, mely egy gyári, kiinduló nullpont, azaz a rendszer hozza létre, nekünk csak annyi a dolgunk, hogy a megmunkáláshoz kihalásszuk a legördülő listából. Ezt követően elkészítjük a másik oldalon található kibontást is, melynek befejeztével a befoglaló hengerből elkészült a maráshoz felhasználandó előgyártmány kontúrja.
Még mielőtt meghívnám a marási környezetet, az alaksajátosságok fülön található test újrabetöltésével behívom a kész alkatrész kontúrját, melyen fellelhetők a marási sajátosságok is (zsebek, furatok.. stb..) A megváltozott test elfogadását követően elkészítem azt a marási koordinátarendszert, mely illeszkedik a behívandó gép koordináta tengelyeihez. A program létrehozásánál, hagyom, hogy az előző felfogásokból származó előgyártmányt vegye át. Miután betöltött a rendszer leellenőrzőm a kilógásokat, illetve hogy a tokmánypofák között elfér-e a szerszám.
Következő lépés
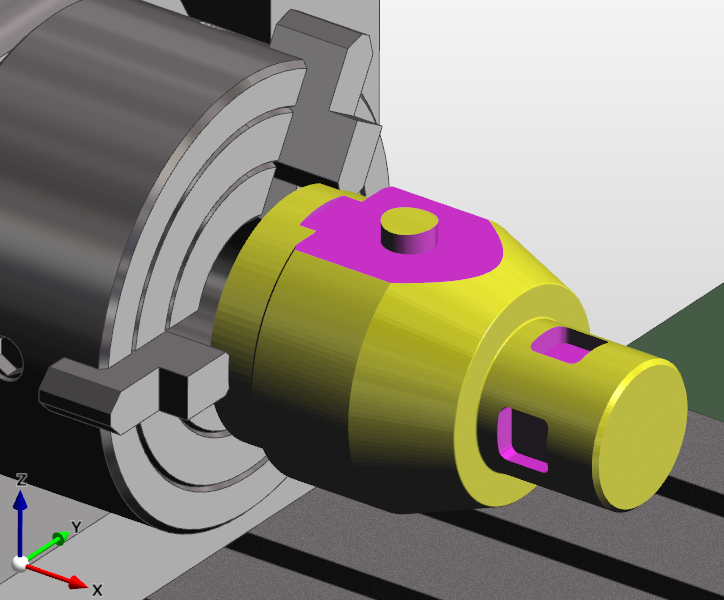
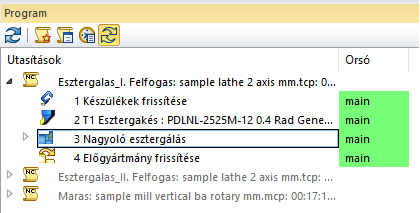
Következő lépés az EDGECAM 5 lépéses Workflow munkafolyamatában az alaksajátosságok megkerestetése, a listában jól láthatóak a korábbi megmunkálásokhoz tartozó esztergálási kontúrok, ezeket nem szerkesztjük, nem módosítjuk. Jelen esetben csakis a marási alaksajátosságok megkerestetésével foglalkozunk. A kiosztott alaksajátosságokat elégséges, ha egy koordináta rendszer szerint ismertetjük csak fel, hiszen a C tengelyes forgatás paranccsal a szög és az ismétlésszám megadását követően tetszőlegesen kioszthatjuk az elkészült megmunkálásunkat.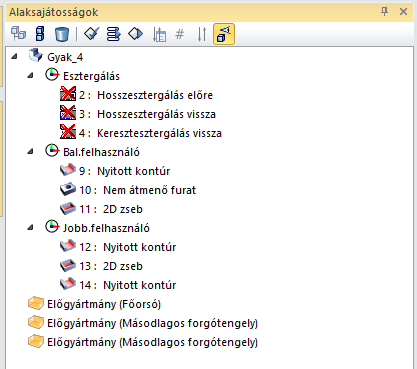
A sík (Y tengelyes, marási) és kiterített (C tengelyes, rotary) üzemmódok között a További vegyes funkciók menüpont alatt tudunk váltani, ami ennél a jellegű feladatnál azért fontos, mert kiterített üzemmódban nem lehetséges indexálás. Azaz, hogy váltani tudjuk az egyes koordinátarendszerek között, előzőleg sík üzemmódra kell átbillenteni a kapcsolót.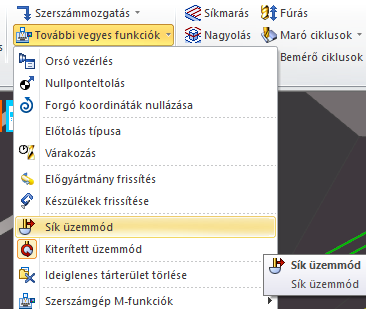
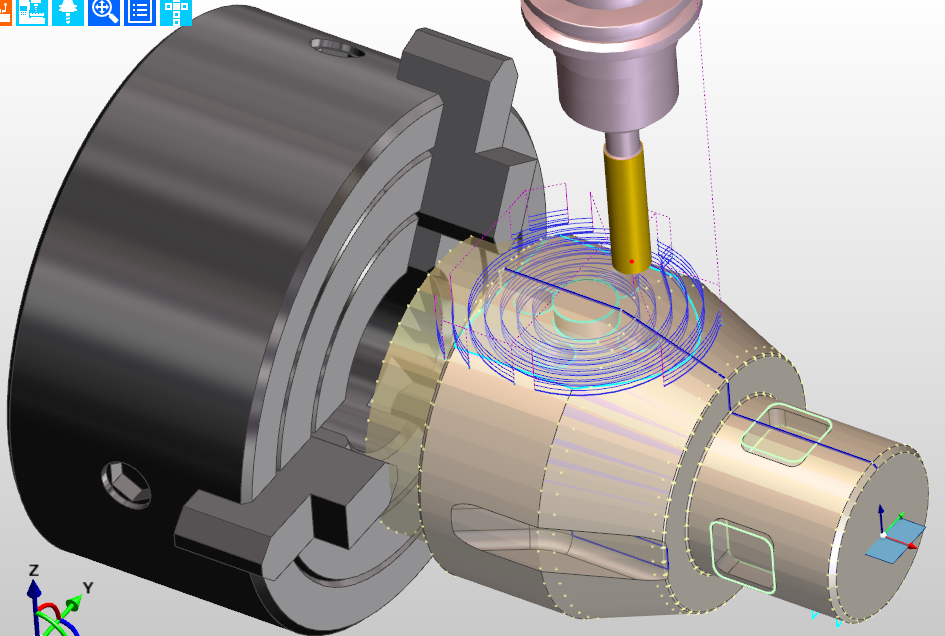
Mihelyt a kiválasztott szerszámmal a megfelelő koordinátarendszerben vagyunk, választunk a maróciklusok közül és elvégezzük a marási feladatokat is az alkatrészen.A szimuláció futtatásánál, mindig az a program indul el, amelyikben jelenleg vagyunk, amelyik az aktív program. Mindazonáltal ez egy, a programnévre történő dupla jobb egér kattintással változtatható. Az egy szerszámgépen történő műveleteket akár össze is vonhatjuk egy programmá, így lehetőségünk nyílik az NC kódunkat pl. szerszámváltás szempontjából optimalizálni.
A teljes videó elérhető a követéssel rendelkező felhasználóink számára az ügyféltámogatási oldalunkon: https://enterprise-group.hu/plm/support
Az NC kód összevonásról és optimalizálásról bővebben ebben a bejegyzésben olvashat: Több nullpont, több alkatrész, egy program