PolctervezÃĐs Designerrel
PolctervezÃĐs Designerben
Egy elÅzÅ cikkÞnkben lÃĄthattuk, hogy milyen hatÃĐkony mÃģdszerekkel tudjuk kategorizÃĄlni az alkatrÃĐszeket oly mÃģdon, hogy belÅlÞk megmunkÃĄlÃĄsi csomag kÃĐszÃtÃĐsÃĐvel a gyÃĄrtÃĄs elÅkÃĐszÃtÃĐst tudjuk tÃĄmogatni. Jelen cikkÞnkben a Designer segÃtsÃĐgÃĐvel a tervezÃĐsi folyamatot ÃĐs a csÅmegmunkÃĄlÃĄst vizsgÃĄljuk meg.
Ebben a szoftverben nem kÞlÃķn kÃķrnyezetben tÃķrtÃĐnik a szerelÃĐs kÃĐszÃtÃĐse. Ahhoz, hogy egy alkatrÃĐszt betudjuk mÃĄsolni a tervezÅ felÞletre meg kell nyitnunk az alkatrÃĐszt ÃĐs az egÃĐsz felÞletet, felÞlet mÃĄsolÃĄssal tudjuk be importÃĄlni. A âMozgatÃĄsâ paranccsal precÃzen helyre tudjuk igazÃtani a megfelelÅ helyre az alkatrÃĐszt.
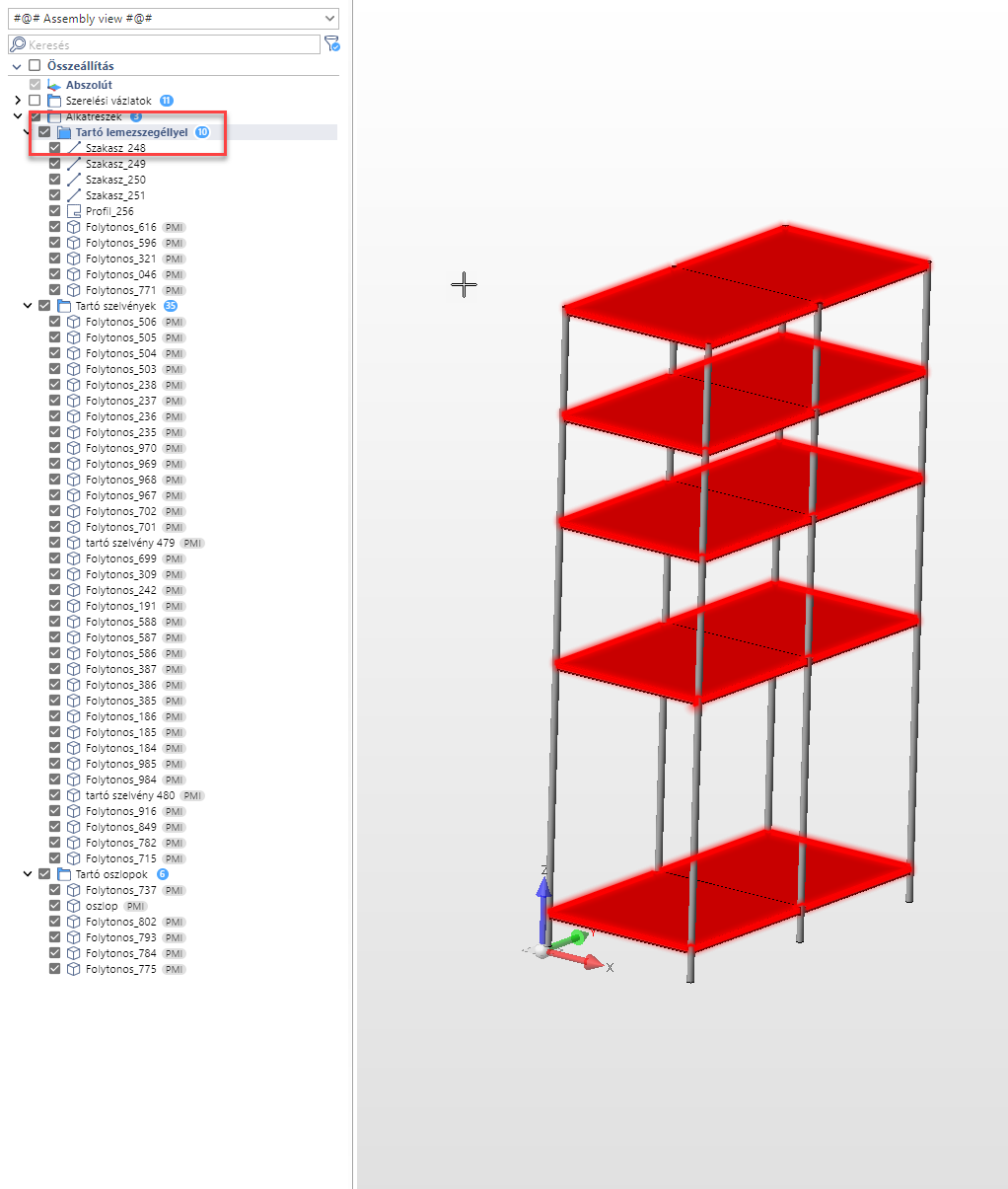
StruktÚra Fa
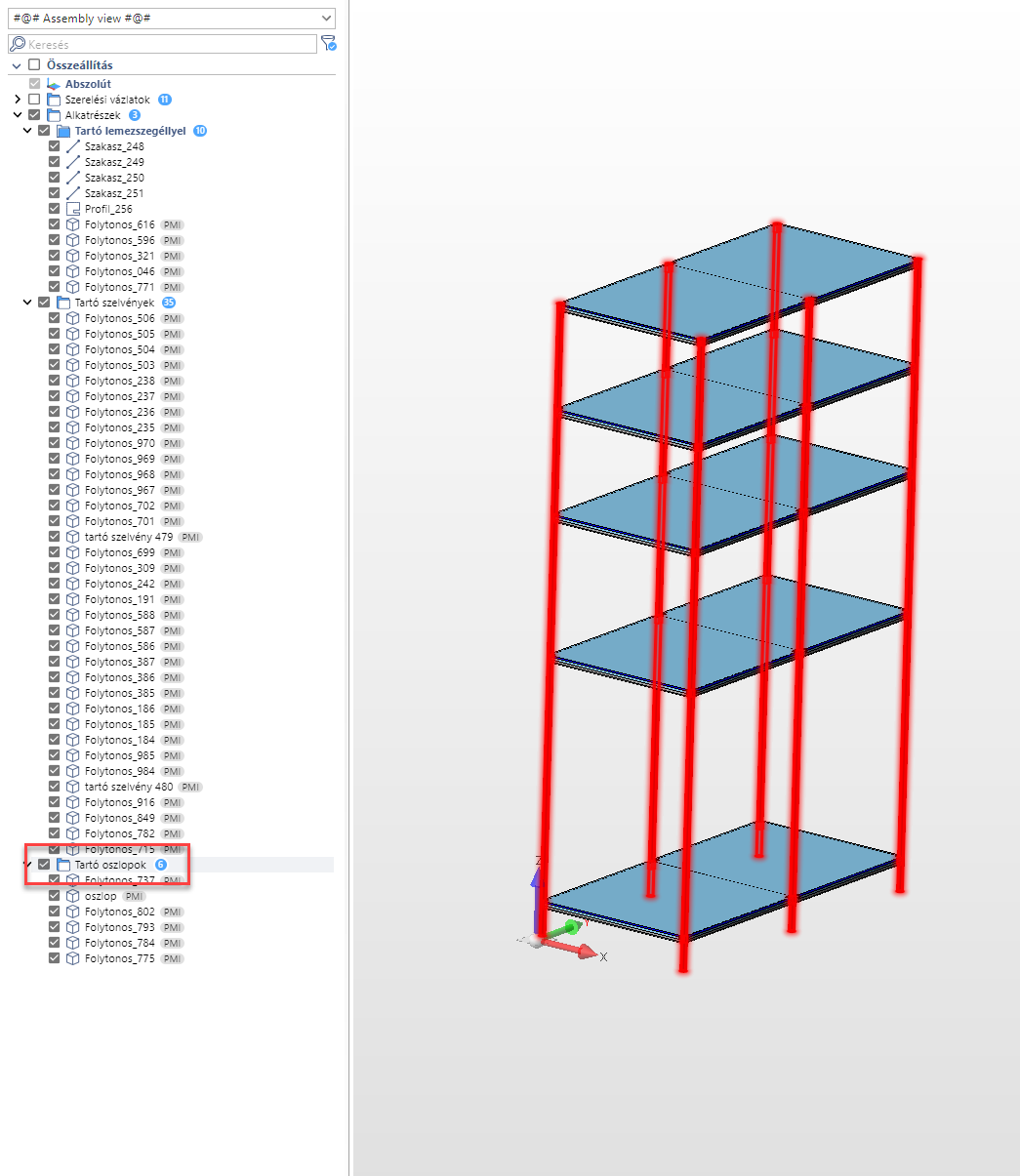
Fontos lÃĐpÃĐs mÃĄr az elejÃĐn, hogy a struktÚra fÃĄban mappÃĄkba rendezve tÃĄroljuk az alkatrÃĐszek mert a csoportos elrejtÃĐs/megjelenÃtÃĐsnÃĐl ez nagyban megtudja majd gyorsÃtani a kivÃĄgÃĄsi ÃĐs rendezÃĐsi folyamatetokat.
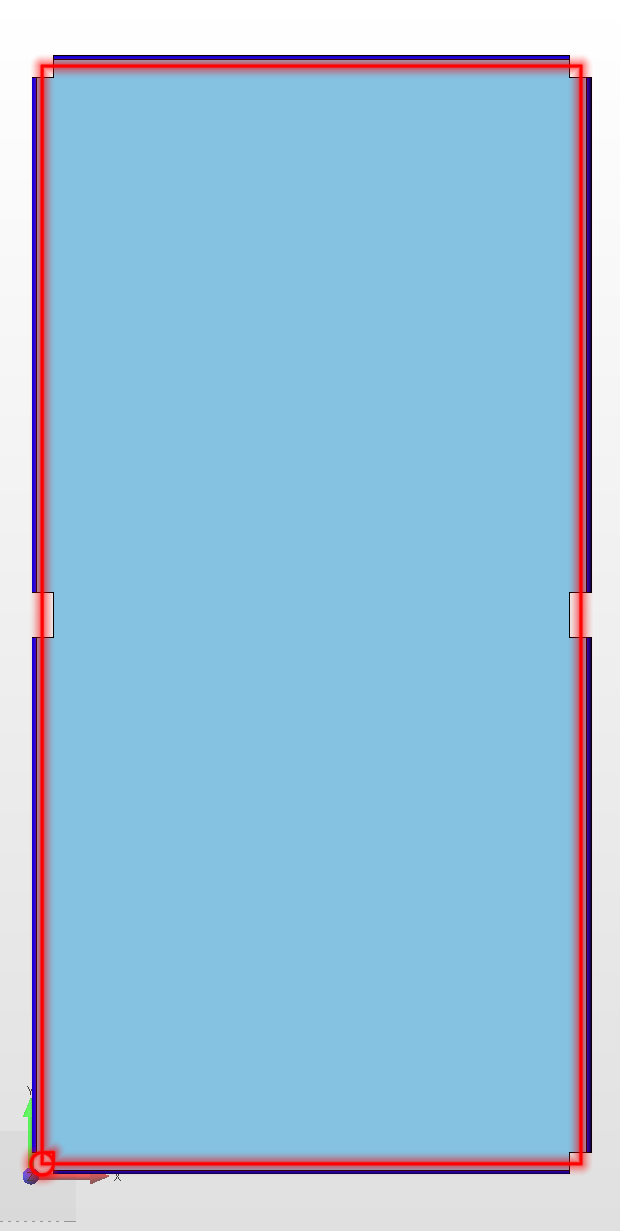
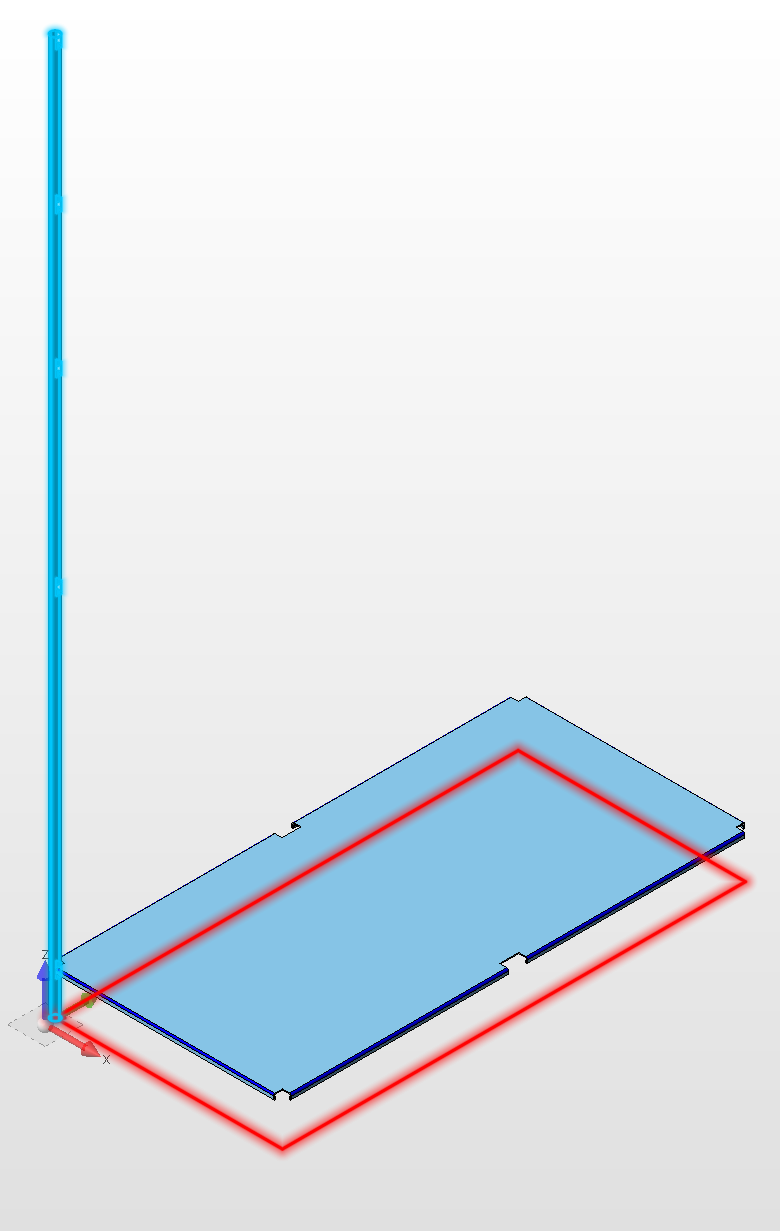
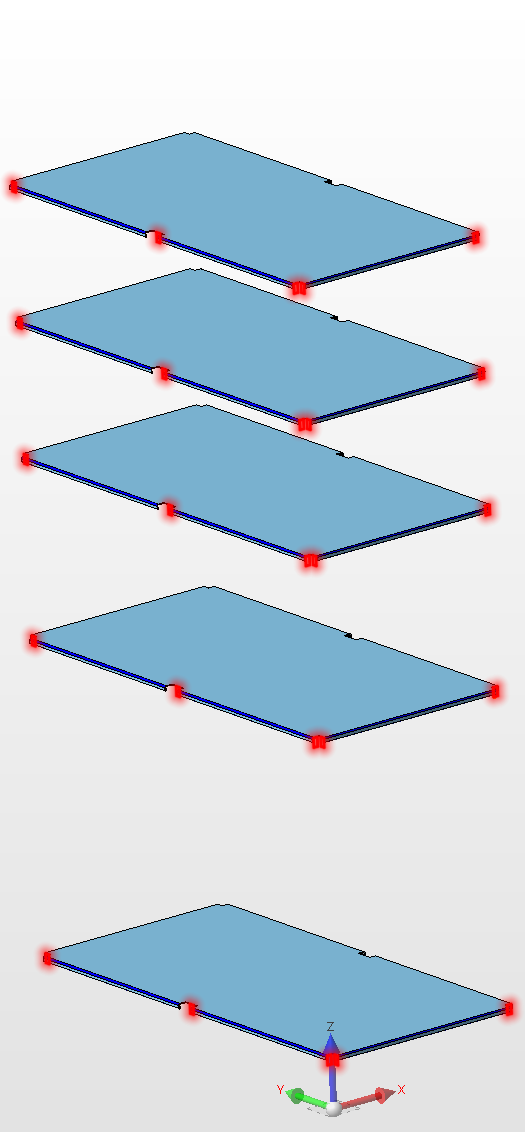
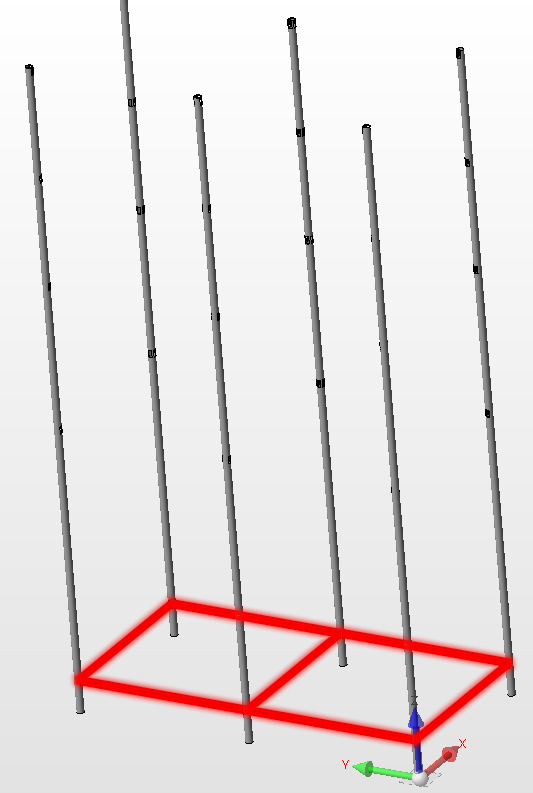
Az elsÅ lap elhelyezÃĐse
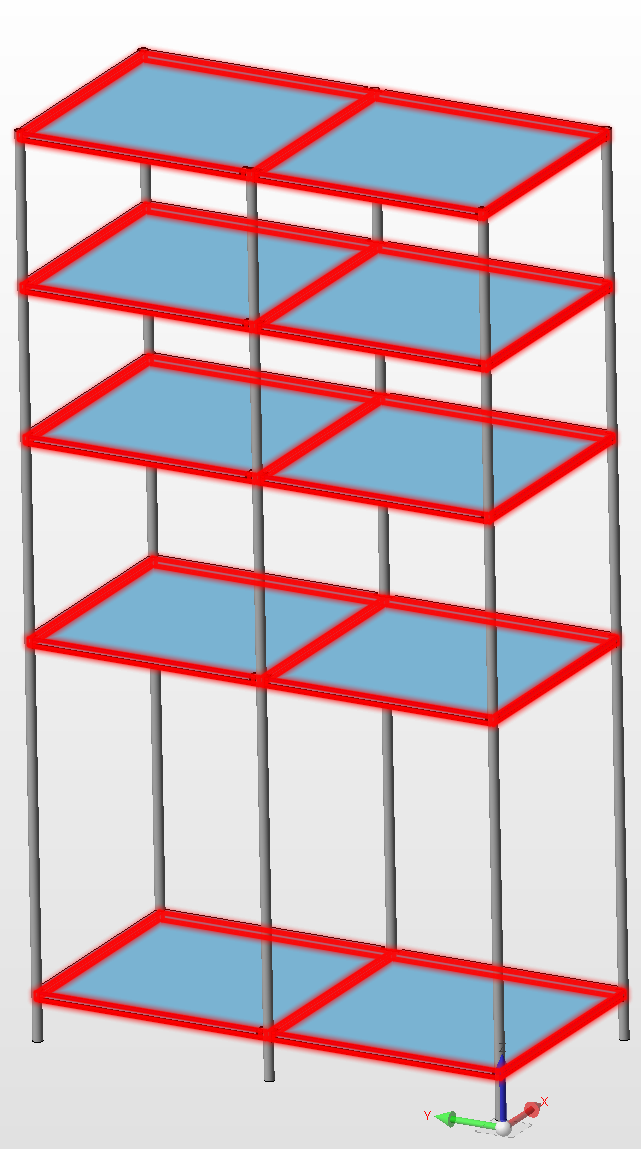
Az alkatrÃĐszek pontos elhelyezÃĐsÃĐt tÃĄmogatja, ha a szerelÃĐshez vÃĄzlatokat kÃĐszÃtÞnk. Jelen tervezÃĐsi folyamatban elsÅnek megtervezzÞk az elsÅ lapot, ami kÃķrÃĐ a merev csÅ alkatrÃĐszeket elhelyezzÞk. Mivel a koordinÃĄta rendszer kÃķzepÃĐre helyeztÞk el ezt az elsÅ lapot Ãgy erre kÃķnnyedÃĐn rÃĄhelyezzÞk a tÃķbbi lapot is. Ezt kÃķvetÅen pedig, egy egyszerÅą âzâ irÃĄnyÚ eltolÃĄssal pontosan meg tudjuk hatÃĄrozni, hogy milyen magasra szeretnÃĐnk helyezni ezeket a polc lapjait.
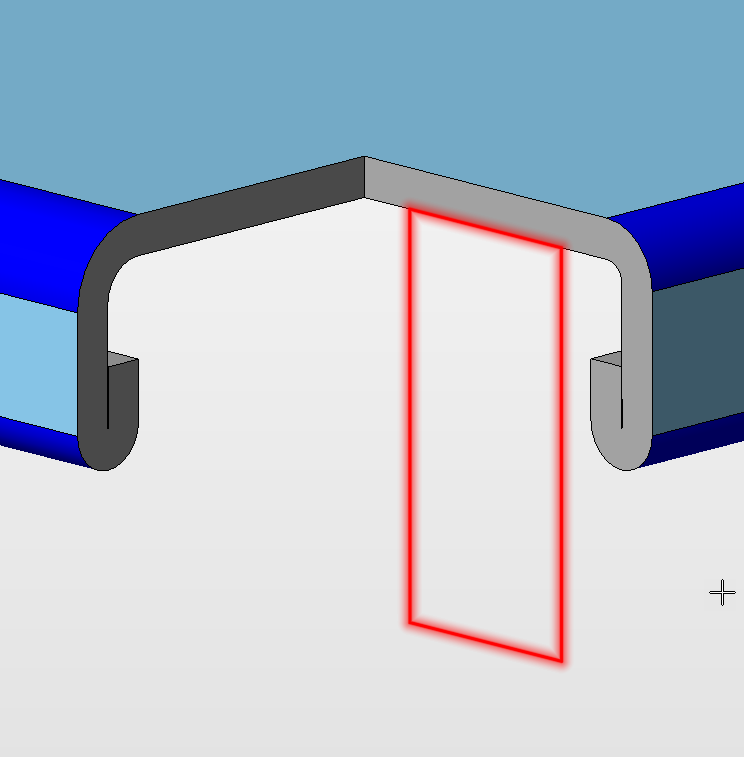
MerevÃtÅ elemek helyÃĐnek kivÃĄgÃĄsa
Ha mÃĄr meg vannak a polcok pontos magassÃĄgai a merevÃtÅ, zÃĄrtszelvÃĐnyek helyeit egyszerÅą kivÃĄgÃĄsokkal tudjuk elkÃĐszÃteni. A kivÃĄgÃĄsok vÃĄzlatÃĄt a fogÃģpontok segÃtsÃĐgÃĐvel rendkÃvÞl gyorsan eltudjuk kÃĐszÃteni. mivel a merevÃtÅ csÃķvek ÃĐrintÅ helyzetben helyezkedek el, Ãgy elÃĐg oldalankÃĐnt ÃĐs szintenkÃĐnt csak egykivÃĄgÃĄst alkalmazni.
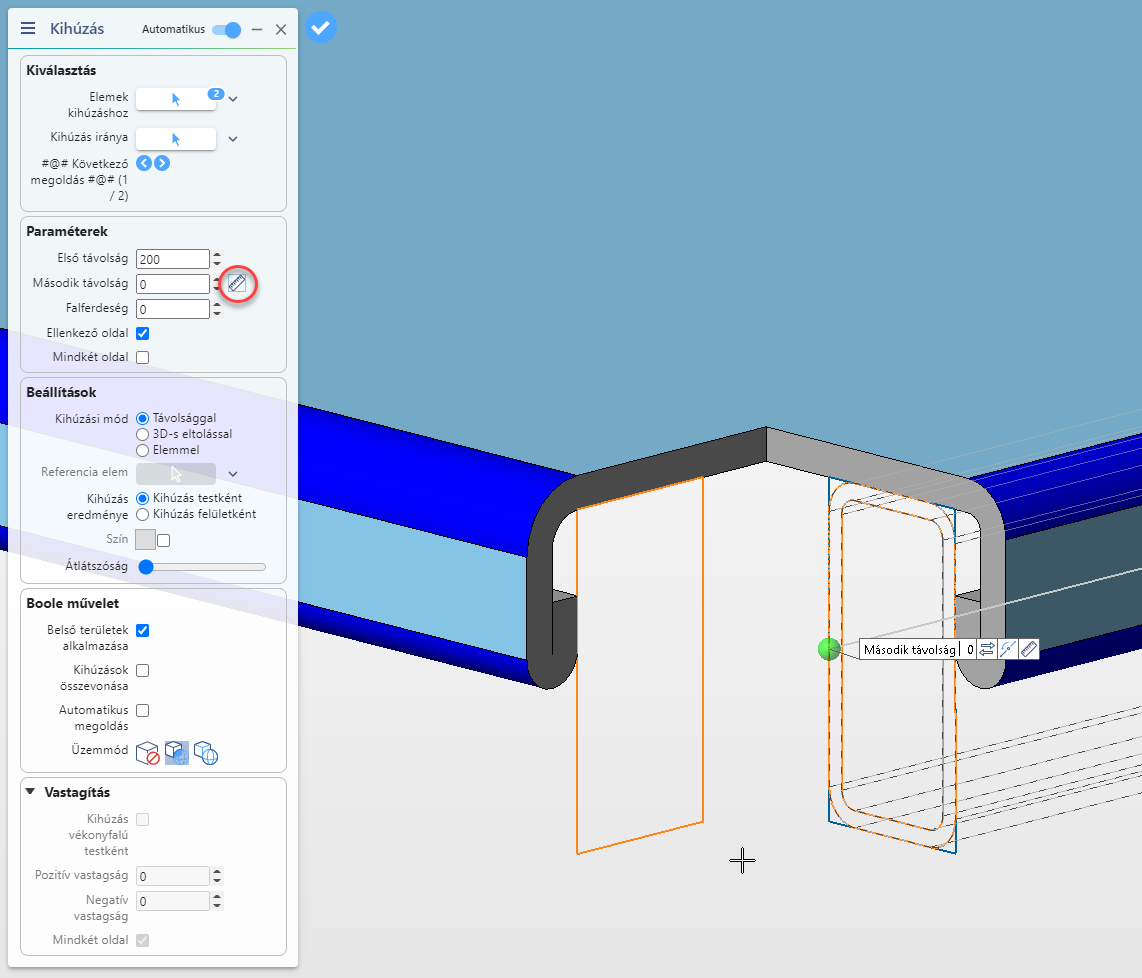
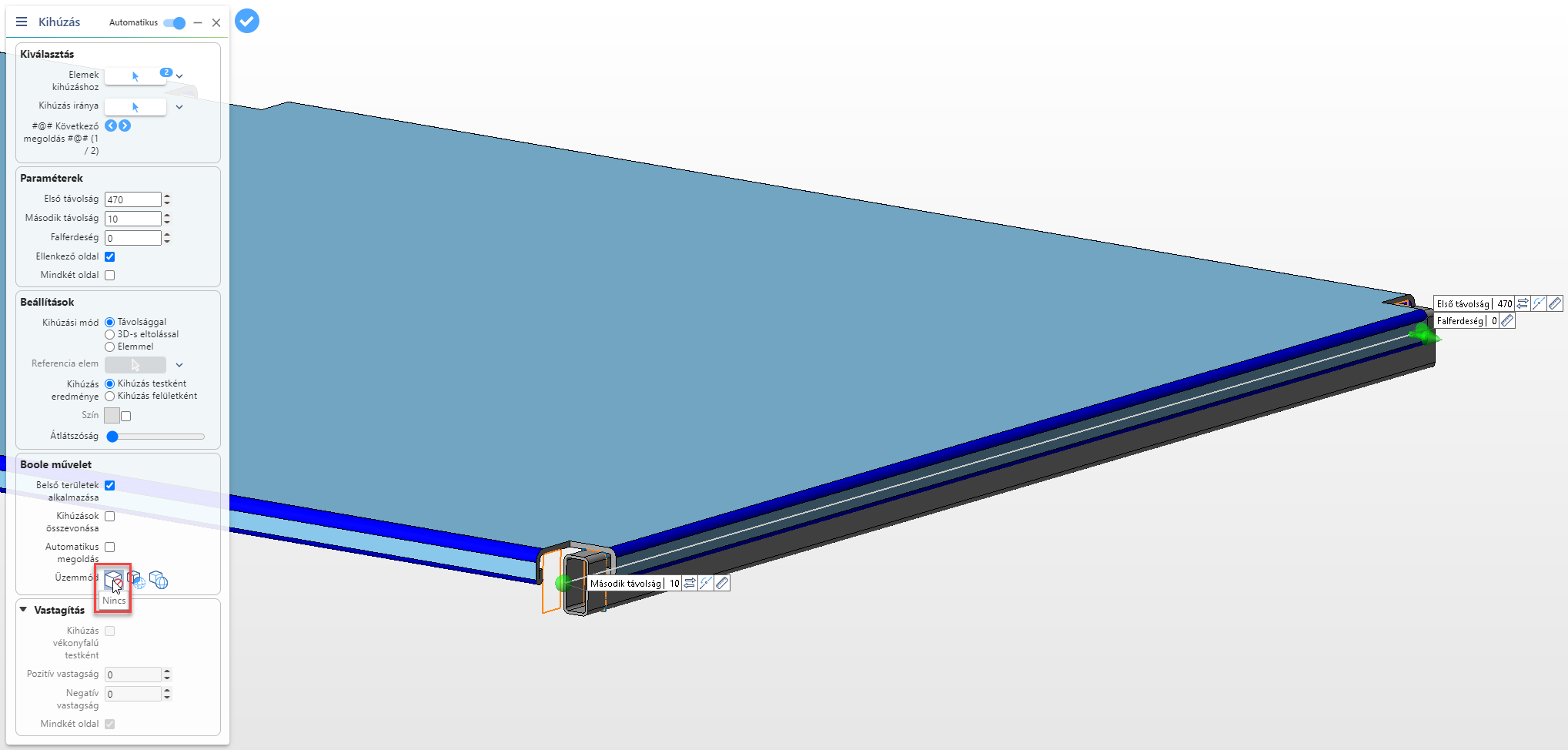
A merevÃtÅ elemek elhelyezÃĐse
A feladat oroszlÃĄn rÃĐsze a merevÃtÅ zÃĄrt szelvÃĐnyek elhelyezÃĐse jelenti, mert az elsÅt egy pÃĄrhuzamos offset ÃĐs kihÚzÃĄs vegyÃtÃĐsÃĐbÅl kÃķnnyedÃĐn elkÃĐszÃtjÞk. Viszont a tÃķbbi alkatrÃĐszt ebbÅl mÃĄsolva kell elhelyezni. AzÃĐrt, hogy gyorsan el tudjuk ezt kÃĐszÃteni a szerelÃĐsi folyamatot, nagysegÃtsÃĐgÞnkre van a fogÃģpont felismerÃĐs, ami segÃt a merevÃtÅ csÃķvek kÃķzepÃĐre helyezni az alkatrÃĐszeket, majd ezt kÃķvetÅen mm-es lÃĐptetÃĐssel korrigÃĄlhatunk, ha esetleg a megfogÃģ nem megfelelÅ helyen van.
Szintek mÃĄsolÃĄsa
A szerelÃĐsi folyamat nagy mÃĐrtÃĐkben gyorsÃthatÃģ hiszen miutÃĄn egy adott szinttel vÃĐgeztÞnk akkor csoportosan tudjuk mÃĄsolni Ãgy csak a koordinÃĄta rendszer kÃķzepÃĐre kell helyeznÞnk ÃĐs a megfelelÅ mÃĐrtÃĐkÅą eltolÃĄst kell beÃrnunk. Ezeket a lÃĐpÃĐseket addig ismÃĐteljÞk amÃg az Ãķsszes szinten lesz kereszt elem.
GyÃĄrtÃĄs elÅkÃĐszÃtÃĐs
MiutÃĄn vÃĐgeztÞnk a szerelÃĐssel, kÃĐszen is vagyunk a tervezÃĐsi folyamattal. KÃķvetkezzen a gyÃĄrtÃĄs elÅkÃĐszÃtÃĐs.
ElsÅnek kategorizÃĄlnunk kell az alkatrÃĐszek, hogy tudjuk mit ÃĐs hogyan szeretnÃĐnk legyÃĄrtani. A lemez alkatrÃĐszeket Radannal szeretnÃĐnk megmunkÃĄlni ezÃĐrt 2D profilkÃĐnt definiÃĄljuk. A csÅ ÃĐs zÃĄrtszerlvÃĐnyeket Radtube-al szeretnÃĐnk legyÃĄrtani Ãgy 1D profilkÃĐnt kezeljÞk. A megmunkÃĄlÃĄsi csomag hatÃĐkonyan vÃĄlogatja le nekÞnk ezeket az alkatrÃĐszeket, gyÅąjti mappÃĄkba ÃĐs kÃĐszÃt rÃģla egy excel ÃĐs egy xml file-t, ami tartalmazza a szÞksÃĐges adatokat.
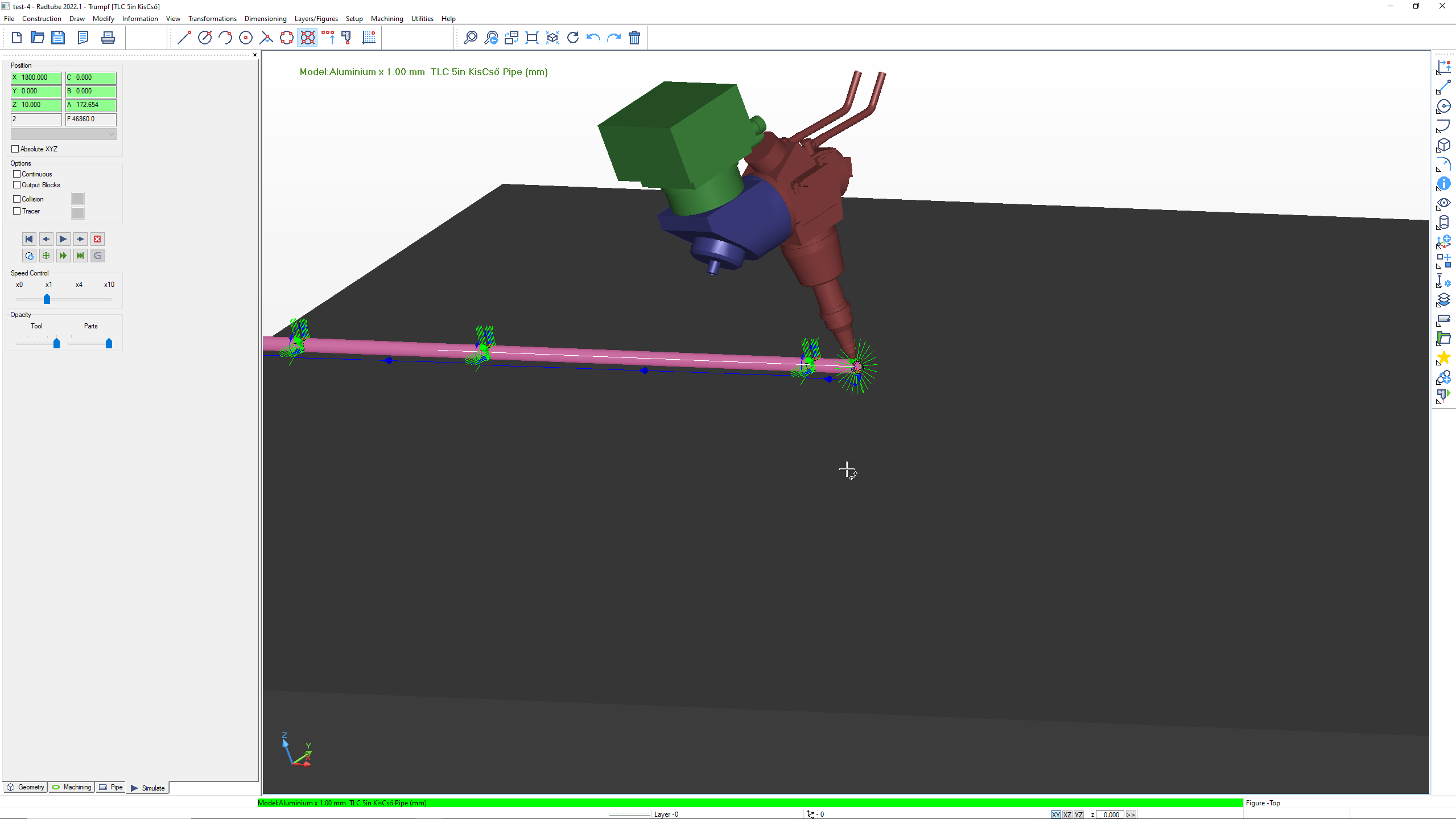
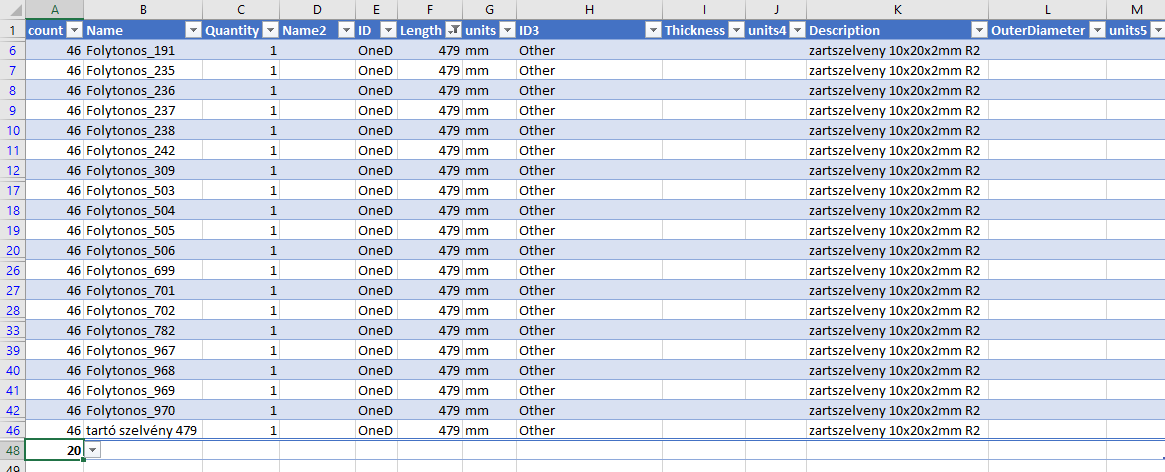
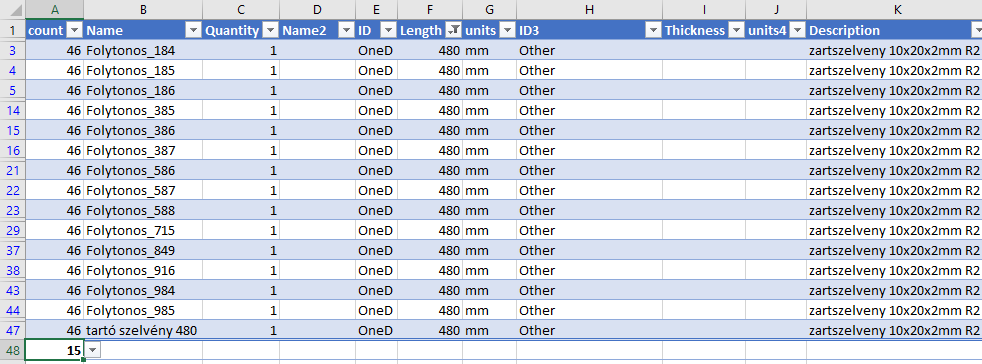
Jelenesetben a Radtube-bal szeretnÃĐnk folytatni. Mivel itt lÃĄthatÃģan sok a hasonlÃģ nevÅą alkatrÃĐsz ezÃĐrt jobb, ha alkatrÃĐszekÃĐnt egyet-egyet elnevezÞnk a pontos beazonosÃthatÃģsÃĄgÃĐrt. EsetÞnkben a mm-es hosszt cÃĐlszerÅą hasznÃĄlni szÅąrÃĐsi paramÃĐterkÃĐnt.
Ha megnyitjuk az xml file-t akkor egy kÃķnnyÅą szÅąrÃĐssel betudjuk azonosÃtani melyik tÃpusbÃģl mennyi darabot kellene gyÃĄrtanunk.
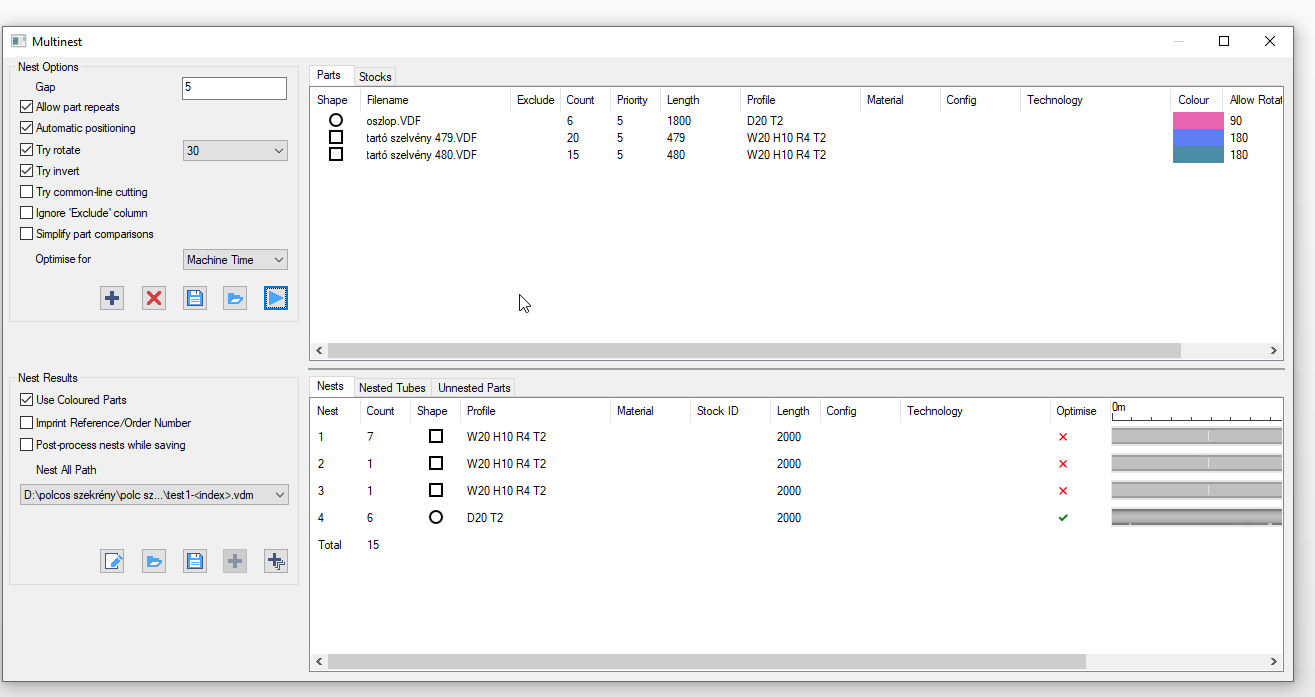
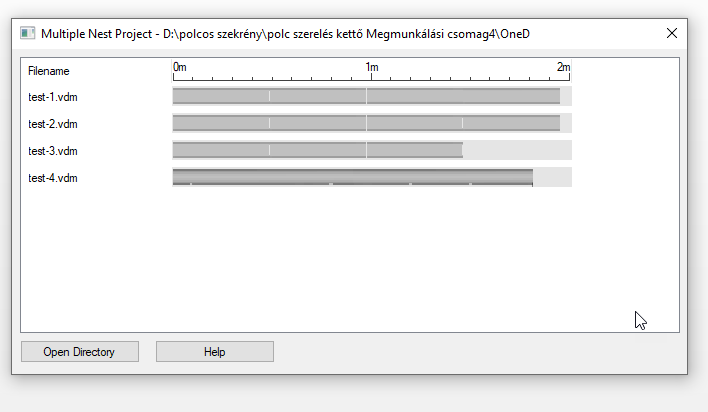
Ezt kÃķvetÅen mÃĄr csak NestelnÞnk kell a megfelelÅ mennyisÃĐgben az alkatrÃĐszeket. A Radtube elvÃĐgzi a munkadarabok pozÃcionÃĄlÃĄsÃĄt az aktuÃĄlis csÃķvÃķn/zÃĄrtszelvÃĐnyen belÞl. Ezt kÃķvetÅen lÃĄthatjuk, hogy a hÃĄny darab kiosztÃĄsunk lett ebbÅl kÃķvetkezi, hogy hÃĄny darab programunk ÃĐs hogy ezeket a programokat hÃĄnyszor kell futtatni.