
ProgramozÃĄs kÃķzbeni, vagy utÃĄni, nullpont megvÃĄltoztatÃĄsa
Vannak olyan esetek, hogy a rÃĐszben vagy akÃĄr teljesen elkÃĐszÞltnek tekintett programunkat a technolÃģgiai folyamatok felÞlbÃrÃĄljÃĄk, Ãgy kisebb vagy nagyobb mÃĐrtÃĐkÅą vÃĄltoztatÃĄsokat kell alkalmaznunk. Gondolok itt pÃĐldÃĄul arra a sokszor elÅfordulÃģ esetre, hogy a gÃĐpkezelÅ nehezen tudja bemÃĐrni, ÞtkÃķztetni a megmunkÃĄlandÃģ darabot, az ÃĄltalunk kÃĐszÃtett programban meghatÃĄrozott nullponthoz, ebbÅl kifolyÃģlag megnÃķvekszik a darabcserÃĐnek az ideje, csÃķkken a hatÃĐkonysÃĄg.
Gyakori pÃĐlda mÃĐg, egy mÃĄr megmunkÃĄlÃĄsra kerÞlt alkatrÃĐszen talÃĄlhatÃģ furatnak kÃķzepÃĐre kell pozicionÃĄlni a kellÅ pontossÃĄg elÃĐrÃĐse ÃĐrdekÃĐben, mert javÃtÃĄsra szorul, vagy akÃĄr egy lemaradt megmunkÃĄlandÃģ elemet pÃģtolni kell, ebbÅl kifolyÃģlag a mÃĄr korÃĄbban elkÃĐszÃtett megmunkÃĄlÃĄsunkban mÃĄshovÃĄ lÃĐtrehozott nullpontunk mÃģdosÃtÃĄst igÃĐnyel. Ilyenkor szoktuk olyan szavakat hasznÃĄlni, amit ide nem ÃrnÃĐk le, inkÃĄbb erre az esetre szeretnÃĐk nektek kÃĐt trÞkkÃķt mutatni, ami kevÃĐs plusz munka ÃĐs idÅ rÃĄfordÃtÃĄsÃĄval megoldÃĄst nyÚjt az elÅre nem tervezhetÅ vÃĄltozÃĄsok orvoslÃĄsÃĄra.
Ãgy a gÃĐpkezelÅ is hÃĄlÃĄs lesz neked, mert megkÃķnnyÃted a munkÃĄjÃĄt, a kÃķnnyebb bemÃĐrÃĐsbÅl, gyorsabb darabcserÃĐbÅl adÃģdÃģan a termelÃĐkenysÃĐget is tudod nÃķvelni, aminek termÃĐszetesen a vezetÅ fog legjobban ÃķrÞlni. TehÃĄt mindenki jÃģl jÃĄr, ÃĐs te leszel a nap hÅse!
EgyszerÅąbb alkatrÃĐsz megmunkÃĄlÃĄsa
Egy egyszerÅąbb alkatrÃĐsznek a megmunkÃĄlÃĄsÃĄn fogom ezt nektek bemutatni, amin talÃĄlhatÃģk nyitott ÃĐs zÃĄrt zsebek, furatok.
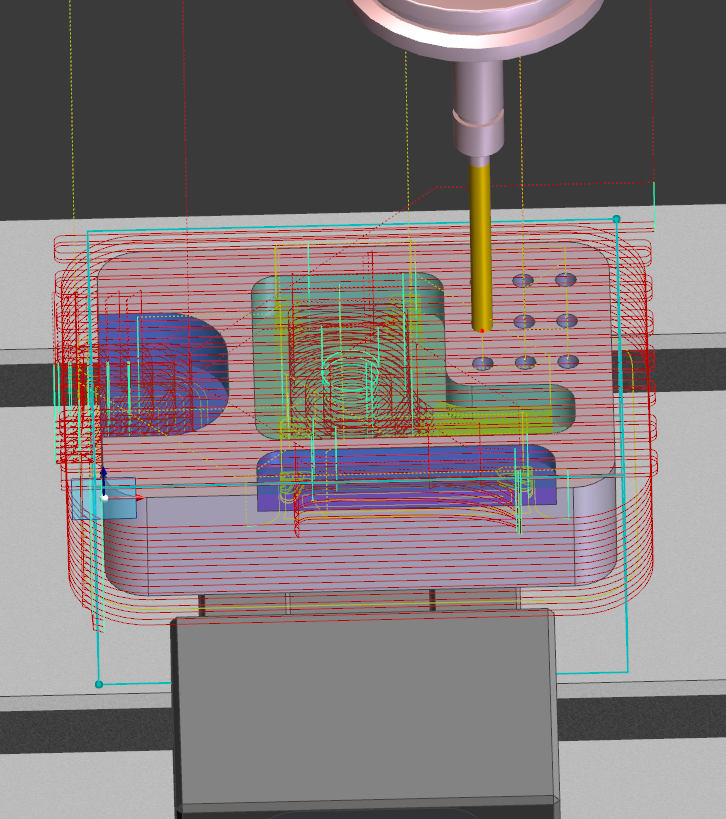
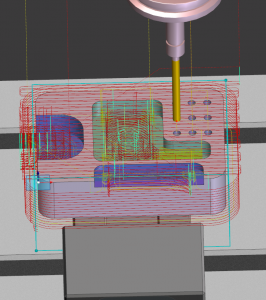
Az eredeti programban talÃĄlhatÃģ nullpont helyzetÃĐt, illetve szerszÃĄmpÃĄlyÃĄkat ezen a kÃĐpen lÃĄthatjÃĄtok:
Nullpont eltolÃĄsa
Az elsÅ megoldÃĄsunk a nullpontunk eltolÃĄsa. Ebben az esetben nem kell sem Új programot, sem Új munkasÃkot kÃĐszÃteni. Itt az eredeti nullpontunkhoz kÃĐpest, a megadott koordinÃĄtÃĄk ÃĐrtÃĐkÃĐvel, vagy dinamikus kivÃĄlasztÃĄsÃĄval eltoljuk a munkadarabunkat, megmunkÃĄlÃĄsi pÃĄlyÃĄinkat, alaksajÃĄtossÃĄgainak.
Viszont ezt csak abban az esetben ajÃĄnlom, ha egy felfogÃĄsbÃģl kÃĐszÞlt alkatrÃĐsz programjÃĄt szeretnÃĐm mÃģdosÃtani, mert  minden eltolÃĄsra kerÞl, beleÃĐrtve a tÃķbbi nullpontot is, amit egy mÃĄsik felfogÃĄshoz szeretnÃĐnk hasznÃĄlni. Ilyen esetben a mÃĄsodik videÃģban bemutatott lehetÅsÃĐget ajÃĄnlanÃĄm.
Ebben a videÃģban a nullpont eltolÃĄst mutatom meg:
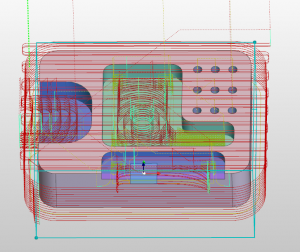
Az eltolÃĄs utÃĄni helyzetet az alÃĄbbi kÃĐp jÃģl demonstrÃĄlja:
Ãj munkasÃk
A mÃĄsodik opciÃģ az, ha Új munkasÃkot hozunk lÃĐtre a megfelelÅ nullpont helyzetÃĐbe, ÃĐs kÃĐszÃtÞnk egy Új programot. Ãgy teljesen kÞlÃķn tudjuk kezelni az eredeti, ÃĐs mÃģdosÃtott megmunkÃĄlÃĄst.
Az alÃĄbbi videÃģ ezt mutatja be:
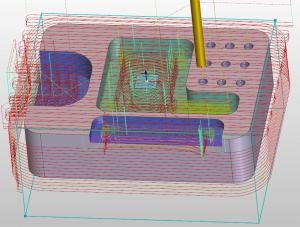
Az Új munkasÃk ÃĐs program kÃĐszÃtÃĐse utÃĄni ÃĄllapot:
RemÃĐlem, ezek kÃķzÞl megtalÃĄljÃĄtok a szÃĄmotokra legoptimÃĄlisabb megoldÃĄsi lehetÅsÃĐget, ÃĐs Ãgy sikerÞl a nap hÅsÃĐvÃĐ vÃĄlni.
A teljes videÃģk elÃĐrhetÅek a kÃķvetÃĐssel rendelkezÅ felhasznÃĄlÃģink szÃĄmÃĄra a MEGÃJULT ÞgyfÃĐltÃĄmogatÃĄsi oldalunkon: https://enterprise-group.hu/plm/support