
2- és 4-tengelyes huzalos szikraforgácsolás EDGECAM PEPS huzalmodullal
Az EDGECAM-ben megvalósítható huzalos szikraforgácsolás programozás alapjai
A huzalos szikraforgácsolást jellemzően olyan anyagok megmunkálására használják, amelyeket más eljárásokkal nem vagy csak nehézkesen tudnánk megmunkálni. Gyakran bélyegek, vágólapok megmunkálására egészen akár 700 mm-ig. Komplex (sokszor igen apró) geometriák vágására, rendszerint éles irányváltási helyekkel. Nagy keménységű anyagminőségek megmunkálására szigorú tűrésekkel.
Az egyik legpontosabb forgácsoló eljárás, viszont a hátrányai közé tartozik a lassú anyagleválasztási sebesség és a relatív nagy energiaigénye.
A következőkben az EDGECAM-ben megvalósítható 2- és 4-tengelyes huzalos szikraforgácsolást szeretném röviden bemutatni.
Huzalkontúr vagy huzalprofil?
Huzalkontúr esetén, testalapon (alaksajátosság alapon), programozunk, így az asszociatív marad a testmodellhez, lehet használni a testújrabetöltése funkciót, PCI-okat lehet készíteni, azaz el lehet indulni az automatizálás irányába. Drótvázból pedig egyszerűen és gyorsan tudunk dolgozni, ha nem áll rendelkezésünkre közvetlenül a testmodell.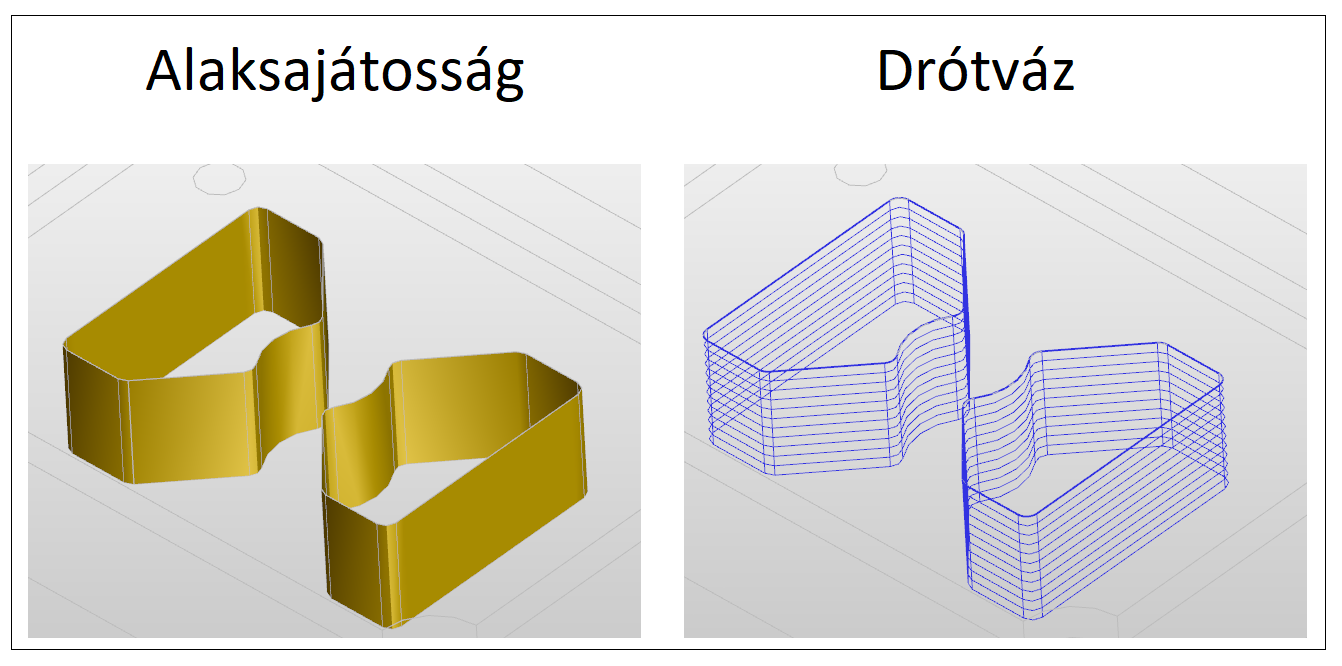
Kéttengelyes vágás vagy kétsíkú vágás?
Mikor kell a kéttengelyes és mikor a négy tengelyes ciklust választanunk?
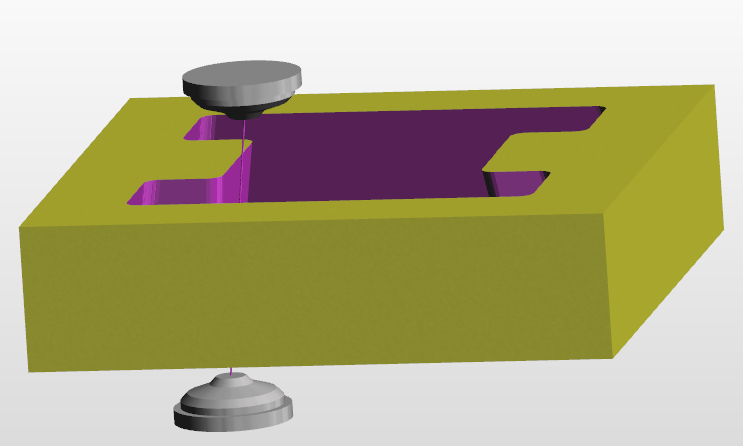
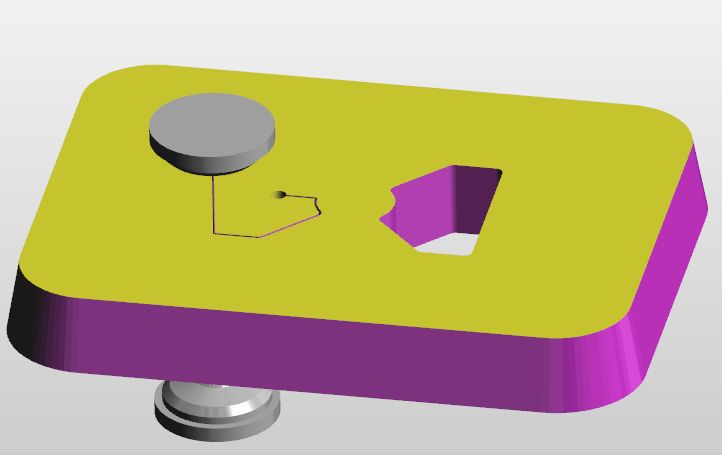
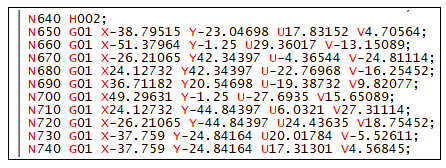
Ezt a megmunkálandó geometria függvényében tudjuk egyértelműen eldönteni, például rendelkezik-e falferdeséggel? Ha igen, az konstans érték a teljes magasságon vagy változik? Sarokpontoknál kúpos a geometria vagy állandó rádiuszban csatlakozik? Például, ha a falferdeség nem állandó, akkor az alsó és felső huzalvezetőnek nem ugyanazt a pályát kell lejárnia, így ebben az esetben biztosan kijelenthetjük, hogy az alaksajátosság „négy tengelyes”. Eltérés van továbbá a kimenetben is két tengely esetén G02, G03 a jellemző kimenet, illetve a konstans szögérték fokban kifejezve, míg a két síkú vágásnál ez G00, és G01-ekből tevődik össze az alábbiak szerint: X Y U V
Vágási Technológia
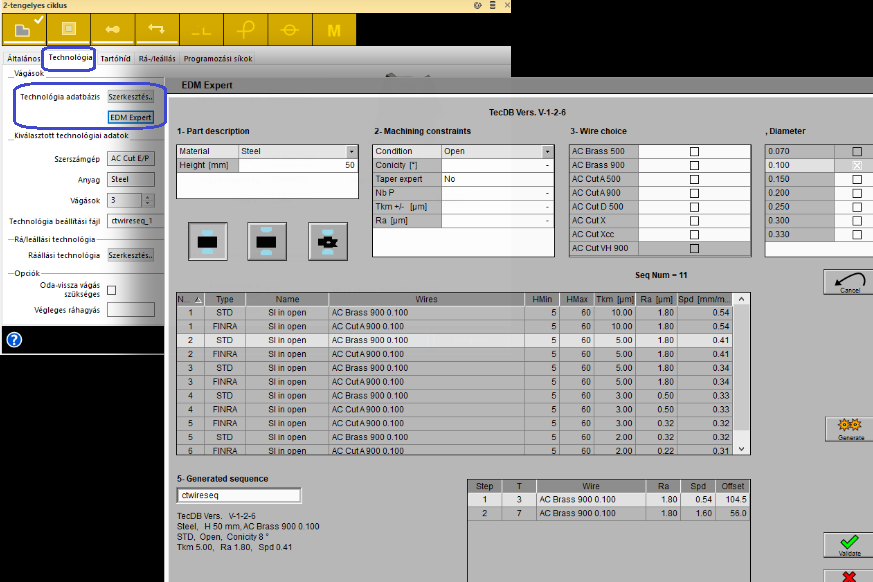
Végül, de nem utolsó sorban egy igen lényeges szakasz a technológia. Itt talán a legfontosabb azt megjegyezni, hogy kiemelkedő jelentőségű az, hogy milyen géptípust és hozzá milyen vezérlést használunk, hiszen ezek fogják meghatározni a későbbiekben, hogy a technológiát milyen módon és honnan fogja származtatni.
A vágási technológia megadására (származtatására) összességében három lehetőségem van EDGECAM-ben.
Elérhetőek olyan gépek, aminél be tudom importálni a vezérlő saját megoldásából a vágási technológiát és stratégiát EDM Experten keresztül. Vannak olyan gépek, amiknél ezeket teljes mértékben tartalmazza az EDGECAM, a cikluson belül tudok válogatni a felkínált technológiák közül. Illetve vannak olyan gépek is, amik nem tartalmaznak, technológiai adatbázist ilyenkor én, manuálisan adok meg vágást/vágásokat, és a vezérlés ehhez fogja hozzárendelni a technológiát.
- CAM-be importálható
- CAM-be beépülő
- manuálisan programozható
Technológiák és stratégiák széles választéka.
Az EDGECAM huzal modulja tehát ötvözi a korszerű, alaksajátosságalapú huzalszikra programozási lehetőségeit a különböző, vágási technológiákkal, melyeket kiad a vezérlés felé.
Azaz használatával nem csupán a mozgáspályák adhatóak ki a vezérlők által elvárt, sokszor speciális formátumban, de a rendszer számos vezérlőhöz a megmunkálási technológiát is tartalmazza.