
EDGECAM csomagok bemutatÃĄsa – Advanced Turning
Szoftver vÃĄsÃĄrlÃĄs vagy bÃĐrlÃĐs esetÃĐn a kezdeti fÃĄzisban felmerÞl, hogy milyen licencre van szÞksÃĐgÞnk, ami tÃķbb szempontbÃģl is fontos tÃĐnyezÅ. AlapvetÅleg a CAD/CAM szoftverek modulÃĄris felÃĐpÃtÃĐsÅąek, Ãgy a tudÃĄsszintet, funkcionalitÃĄst a vÃĄlasztott licenc csomag hatÃĄrozza meg. A legmeghatÃĄrozÃģbb tÃĐnyezÅ a szerszÃĄmgÃĐpÞnk tÃpusa ÃĐs tudÃĄsa, ami meghatÃĄrozza a megmunkÃĄlandÃģ alkatrÃĐszek bonyolultsÃĄgÃĄt, Ãgy beszÃĐlhetÞnk marÃģ, esztergÃĄlÃģ, huzalszikra csomagokrÃģl, de elÃĐrhetÅek olyan gyÃĄrtÃģcsomagok is, amelyek a marÃģ ÃĐs eszterga csomagok funkcionalitÃĄsÃĄt egyesÃtik. EDGECAM csomagok bemutatÃĄsÃĄrÃģl szÃģlÃģ blogcikk sorozatunkat az eszterga kÃķrnyezettel folytatjuk, az Advanced Turning csomag bemutatÃĄsÃĄval.
Â
Edgecam Advanced csomagokrÃģl ÃĄltalÃĄnossÃĄgban
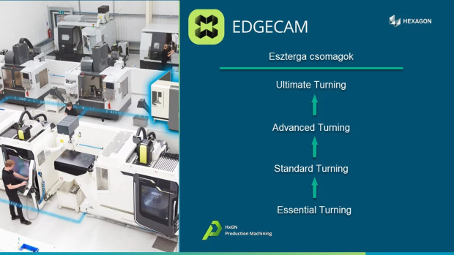
A Standard csomag segÃtsÃĐgÃĐvel elsÅsorban hajtott szerszÃĄmos esztergakÃķzpontokat tÃĄmogatunk. A csomag segÃtsÃĐgÃĐvel kÃĐt tengelyes esztergÃĄlÃĄson felÞl, fÚrÃĄsi ÃĐs marÃĄsi feladatokat is el tudunk vÃĐgezni. Advanced csomag segÃtsÃĐgÃĐvel akÃĄr ezen gÃĐpek tudÃĄsÃĄt, kihasznÃĄltsÃĄgÃĄt tudjuk magasabb szintre emelni vagy kitÃĄrul elÅttÞnk a mÃĐg komplexebb felÃĐpÃtÃĐsÅą szerszÃĄmgÃĐpek tÃĄmogatÃĄsÃĄnak lehetÅsÃĐge. Mire gondolok? 2 csatornÃĄval rendelkezÅ multitasking esztergakÃķzpontok, amelyek rendelkezhetnek akÃĄr a revolver helyÃĐn lÃĐvÅ pozÃcionÃĄlt vagy folytonos B-tengelyes marÃģorsÃģval, vagy emlÃthetnÃĐm a kÃĐt, akÃĄr hÃĄrom revolverfejes, hajtott szerszÃĄmos, ellenorsÃģs felÃĐpÃtÃĐsÅą szerszÃĄmgÃĐpeket is. Ahogy a gÃĐpek bonyolultsÃĄga fokozÃģdik, Úgy a megmunkÃĄlandÃģ alkatrÃĐszek is egyre komplikÃĄltabbak lehetnek. Ebben az esetben a megmunkÃĄlÃĄsi mÅąveletek szÃĄma nÅ, ezÃĄltal a szoftverÞnk tudÃĄsÃĄt is egyre magasabb szintre kell emelnÞnk.
Advanced Turning csomag ÃĄttekintÃĐse
Advanced csomag esetÃĐben is megkapjuk a megszokott EDGECAM-es munkafolyamatot. A kÃĐt tengelyes esztergÃĄlÃĄsi lehetÅsÃĐgek nagy szÃĄzalÃĐkÃĄt a Standard csomag tartalmazza. Az Advanced csomag esztergÃĄlÃĄsi kÃķrnyezete bÅvÞl a kÃĐt csatornÃĄs, kÃĐt revfejes gÃĐpekhez tartozÃģ kÃĐtkÃĐses szinkronizÃĄlt ÃĐs tÞkrÃķzÃķtt esztergÃĄlÃĄsokkal, illetve a fÚrÃĄs kÃĐt speciÃĄlis esetÃĐvel. Nagyobb vÃĄltozÃĄst hoz a csomag a tÃĄmogatott gÃĐpfelÃĐpÃtÃĐsek terÃĐn, illetve a hozzÃĄjuk tartozÃģ egyes segÃĐdfunkciÃģk bÅvÞlÃĐsÃĐvel, mint pÃĐldÃĄul a munkadarab ÃĄtvÃĐtel, adagolÃĄs vagy a B-tengelyes gÃĐp esetÃĐn az indexelÃĐst is emlÃthetnÃĐm. Ezeken felÞl a marÃĄsi kÃķrnyezet tudÃĄstÃĄra is Új lehetÅsÃĐgeket nyit elÅttÞnk a kÞlÃķnfÃĐle felÞletmarÃģ ciklusok segÃtsÃĐgÃĐvel vagy egy adott mÅąveletben megjelenŠÚj beÃĄllÃtÃĄsi lehetÅsÃĐgek nÃķvekedÃĐse ÃĄltal. EzekrÅl az Új marÃĄsi lehetÅsÃĐgekrÅl az Advanced Milling blogcikkben olvashat.
 2-tengelyes esztergÃĄlÃĄs – fÚrÃģciklus lehetÅsÃĐgeinek bÅvÃtÃĐse
MÃĄr az eddigi csomagokban is elÃĐrhetÅ a fÚrÃĄs ciklus, illetve a fÚrÃĄs mÅąvelet is egyarÃĄnt. Ezeknek a mÅąveleteknek a segÃtsÃĐgÃĐvel el tudjuk vÃĐgezni a hagyomÃĄnyos fÚrÃĄs tÃķbb vÃĄltozatÃĄt, menetfÚrÃĄst, dÃķrzsÃĄrazÃĄst, fÚrÃĄs marÃģ szerszÃĄmmal, spirÃĄlmarÃĄst, de mÃĐg a kiesztergÃĄlÃģ szerszÃĄmunk programozÃĄsÃĄra is van lehetÅsÃĐg. Az Advanced csomag segÃtsÃĐgÃĐvel elÃĐrhetÅvÃĐ vÃĄlik a mÃĐly furatokhoz egy rÃĐszletesebb beÃĄllÃtÃĄssal rendelkezÅ Hosszlyuk stratÃĐgia a fÚrÃĄs cikluson belÞl. Ezen felÞl a fÚrÃĄsnak egy speciÃĄlis vÃĄltozata, az ÃĄgyÚfÚrÃĄs stratÃĐgiÃĄja is tÃĄmogatottÃĄ vÃĄlik.
Hosszlyuk stratÃĐgiÃĄt elsÅsorban olyan mÃĐly furatok megmunkÃĄlÃĄsÃĄra javasoljuk, amely elÅfÚrÃĄst igÃĐnyelnek, de a vÃĐgsÅ fÚrÃĄsi mÅąveletet hagyomÃĄnyos kivitelÅą csigafÚrÃģval tudjuk elvÃĐgezni. A fÚrÃĄs ciklus beÃĄllÃtÃĄsaihoz kÃĐpest a Hosszlyuk stratÃĐgia segÃtsÃĐgÃĐvel testre szabhatjuk a fÚrÃĄsi folyamat fÅbb lÃĐpÃĐseit. A megkÃķzelÃtÃĐst megtehetjÞk ÃĄllÃģ szerszÃĄmmal vagy egy csÃķkkentett fordulatszÃĄmmal. A kezdÅ mÃĐlysÃĐgnek ÃĐs a visszatÃĐrÃĐsnek biztosÃthatunk eltÃĐrÅ technolÃģgiÃĄt a fÅ fÚrÃģmozgÃĄshoz kÃĐpest. Mondhatni azt, hogy a Hosszlyuk stratÃĐgia mÃĄr hajaz az ÃĄgyÚ fÚrÃĄs ciklusra.
Az ÃĄgyÚ fÚrÃĄst viszont mindenkÃĐpp kÞlÃķn lapon emlÃtenÃĐm. MÃĄr maga a technolÃģgiai kÃķrÞlmÃĐnyei is jÃģval eltÃĐrnek a hagyomÃĄnyos fÚrÃĄshoz kÃĐpest. Aki szÃĄmÃĄra Új ez a technolÃģgia meglepÅdve olvashatja egy katalÃģgusban, hogy a szerszÃĄm hossza akÃĄr 100 x D is lehet, amelyhez ÃĄltalÃĄban egy ÃĐl tartozik kemÃĐnyfÃĐm vagy forrasztott fejÅą szerszÃĄmok esetÃĐben. A hÅątÅkÃķzeg is hasonlÃģ, mint a normÃĄl fÚrÃĄsnÃĄl, olajrÃģl vagy emulziÃģrÃģl beszÃĐlÞnk, de jÃģval nagyobb jelentÅsÃĐge van a forgÃĄcseltÃĄvolÃtÃĄsban, Ãgy a nyomÃĄsa akÃĄr 80bÃĄr fÃķlÃķtt is mozoghat, amely a szerszÃĄmtestben futÃģ hÅątÅcsatornÃĄban jut elÅre, majd a âVâ alakÚ nÚtban a forgÃĄccsal egyÞtt tÃĄvozik. ExtrÃĐmnek tÅąnÅ jellemzÅkhÃķz, mindenkÃĐpp egy rÃĐszletesen testreszabhatÃģ fÚrÃģ ciklus is szÞksÃĐges, amelyben a fÚrÃĄsi folyamatot teljes rÃĐszletessÃĐggel beÃĄllÃthatjuk. A cikluson belÞl megkÞlÃķnbÃķztetÞnk megkÃķzelÃtÃĐsi beÃĄllÃtÃĄsokat, kezdÅ mÃĐlysÃĐgi ÃĐs mÃĐlysÃĐgi beÃĄllÃtÃĄsokat, amelyek csupÃĄn a sÞllyedÃĐst szabÃĄlyozzÃĄk, ugyanilyen tagoltsÃĄggal tudjuk beÃĄllÃtani a kiemelÃĐs folyamatÃĄt is.
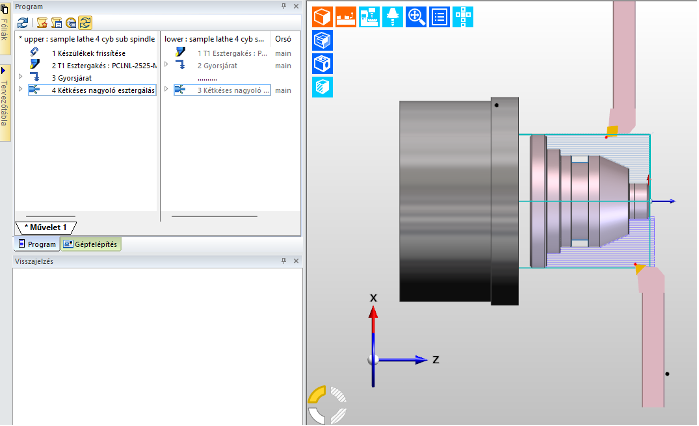
4-tengely esztergÃĄlÃĄs â KÃĐtkÃĐses ÃĐs TÞkrÃķzÃķtt esztergÃĄlÃģ ciklusok
Mit jelent a 4-tengelyes esztergÃĄlÃĄs az EDGECAM kÃķrnyezetÃĐben?
TÃķbbcsatornÃĄs gÃĐpek esetÃĐben ez az opciÃģ lehetÅvÃĐ teszi, hogy egyszerre kÃĐt revolverfejet hasznÃĄljon egy orsÃģban tÃķrtÃĐnÅ megmunkÃĄlÃĄs sorÃĄn, amelyeknek a fÅ mozgÃĄsai szinkronizÃĄlva vannak. Mind a pÃĄrhuzamosan szinkronizÃĄlt kÃĐtkÃĐses esztergÃĄlÃģ ciklushoz ÃĐs a tÞkrÃķzÃķtt esztergÃĄlÃĄshoz is egyarÃĄnt tartozik nagyolÃģ ÃĐs egyszerÅą esztergÃĄlÃĄs mÅąvelet is. Ezek a ciklusok hasonlÃģkÃĐppen mÅąkÃķdnek, mint a 2-tengelyes tÃĄrsaik, azzal a kÞlÃķnbsÃĐggel, hogy kÃĐt revolverfejet kezelnek le egy cikluson belÞl egyidejÅąleg ÃĐs Ãķnmagukban is szinkronpontokat, ÃķsszevÃĄrÃĄst jelentenek a kÃĐt csatorna kÃķzÃķtt.
Â
TÃĄmogatott gÃĐptÃpusok ÃĐs a hozzÃĄjuk csatlakozÃģ funkciÃģk bÅvÃtÃĐse
Advanced Turning csomagban tÃĄmogatÃĄst nyernek a kÞlÃķnfÃĐle felÃĐpÃtÃĐsÅą eszterga kÃķzpontok, tÃķbbfunkciÃģs gÃĐpek, amelyek egy âÃĄltalÃĄnosâ hajtott szerszÃĄmos esztergagÃĐppel szemben, akÃĄr teljes automatizÃĄltsÃĄggal kÃĐszre tudjÃĄk munkÃĄlni az adott alkatrÃĐszt. Egy gÃĐpen belÞli teljes gyÃĄrtÃĄs lehetÅsÃĐge szÃĄmos elÅnyt nyÚjt akÃĄr kis vagy nagy szÃĐria esetÃĐn is. TÃķbbek kÃķzÃķtt egyszerÅąsÃķdik a nullpontkezelÃĐs ÃĐs az ebbÅl fakadÃģ pontatlansÃĄgok, precÃzebb a gÃĐpi darabÃĄthelyezÃĐs, csÃķkken az emberi beavatkozÃĄs szÞksÃĐgessÃĐge, csÃķkkennek a holtidÅk, pontosabb gyÃĄrtÃĄst tesz lehetÅvÃĐ. MegmunkÃĄlÃĄs terÃĐn akÃĄr Ãķsszetett 4- ÃĐs 5-tengelyes fÚrÃĄsi ÃĐs marÃĄsi feladatokat is el tudunk vÃĐgezni. TehÃĄt ha a lehetÅsÃĐg (azaz a szerszÃĄmgÃĐp) a kezÞnkben van, akkor mÃĄr csak egy megfelelÅ szoftver szÞksÃĐges hozzÃĄ, amely biztosÃtja nekÞnk a tÃĄmogatÃĄs, ezen funkciÃģk elvÃĐgzÃĐsÃĐhez. NÃĐzzÞnk is meg ezeket a funkciÃģkat:
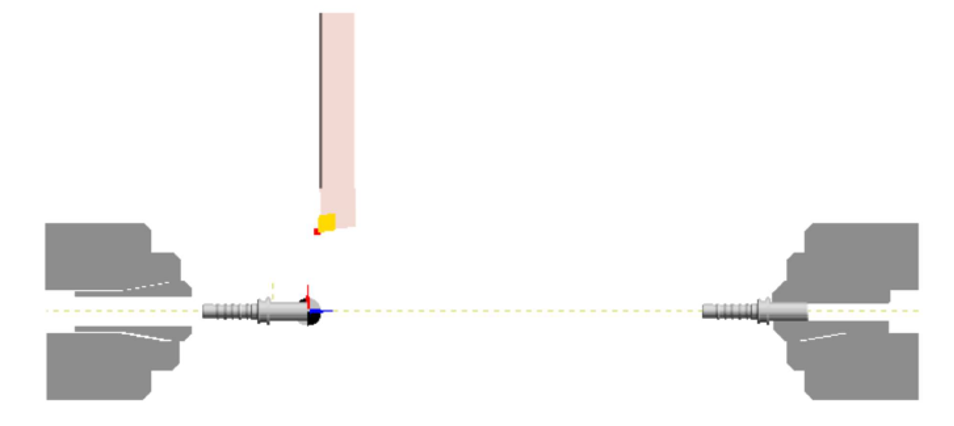
DarabÃĄtvÃĐtel
Munkadarabunk ÃĄtadÃĄs- ÃĄtvÃĐtelÃĐt az OrsÃģ beÃĄllÃtÃĄs utasÃtÃĄs kivÃĄlasztÃĄsÃĄval tudjuk megtenni. A mÅąvelet ablakon belÞl hÃĄrom lehetÅsÃĐg kÃķzÞl vÃĄlaszthatunk. Az ÃĄtvesz ÃĐs visszatÃĐr opciÃģval leszÚrÃĄs nÃĐlkÞl tudjuk ÃĄtvenni a munkadarabot.
Ennek a folyamata rÃķviden Úgy tÃķrtÃĐnik, hogy a fÅorsÃģban helyezkedik el a munkadarab, amely forog egy adott fordulatszÃĄmmal, az ellenorsÃģ forgÃĄsÃĄt szinkronizÃĄljuk a fÅorsÃģhoz, megkÃķzelÃtjÞk gyorsjÃĄrattal a munkadarabot, elÅtolÃģ mozgÃĄssal megfogÃĄsi pozÃciÃģig mozgunk, bezÃĄrjuk az ellenorsÃģt, majd ezek utÃĄn kinyitjuk a fÅorsÃģt ÃĐs egy hÃĄtsÃģ biztonsÃĄgos helyre mozgunk az ellenorsÃģval. Ennek a folyamatnak minden rÃĐszletÃĐt az ablakon belÞl tudjuk beÃĄllÃtani. A folyamat, akÃĄr tÃķrtÃĐnhet fordÃtva is, tehÃĄt azt is megtehetjÞk, hogy a kiindulÃĄsi pont az ellenorsÃģ. Az ÃĄtvÃĐtelnek egy speciÃĄlis esete, amikor a megfogÃĄsi felÞlet nem hengeres. Az ÃĄtvÃĐtel akÃĄr tÃķrtÃĐnhet hatszÃķg geometriÃĄn, amelyhez hatszÃķg patront hasznÃĄlunk. Ekkor az orsÃģ szinkronizÃĄlÃĄsÃĄt fÃĄzisszinkronizÃĄlÃĄssal adjuk ki a kigenerÃĄlt NC kÃģdban. TermÃĐszetesen az ÃĄtvÃĐtel tÃķbbi vÃĄltozata is tÃĄmogatott, mint pÃĐldÃĄul ÃĄtvÃĐtel leszÚrÃĄssal, ÃĄtvÃĐtel ÃĄllÃģ orsÃģk mellett vagy akÃĄr az ÃĄtvÃĐtel orientÃĄlt, bekapcsolt C ÃĐs B-tengellyel.
BiztonsÃĄgos pozicionÃĄlÃĄs
A darabÃĄtvÃĐtel a valÃģsÃĄgban mindig egy izgalmas dolog, tÃķbbek kÃķzÃķtt azÃĐrt is, mert igen gyorsan tudunk nagy kÃĄrt okozni a szerszÃĄmgÃĐpbe, de ezt a rÃĐszÃĐt most nagyon nem rÃĐszleteznÃĐm. Minden esetre az biztos, hogy ÃĄtvÃĐtel esetÃĐn helyszÅąke van. MindenkÃĐpp figyelnÞnk kell, hogy mielÅtt elÅpozÃcionÃĄlunk az ellenorsÃģval, hol ÃĄllunk a revolverfejjel. A biztonsÃĄgos kimozgatÃĄst elvÃĐgezhetjÞk akÃĄr egy gyorsjÃĄrati mozgÃĄs utasÃtÃĄssal, de erre lÃĐtezik kÃĐt kÞlÃķn utasÃtÃĄs, amelyeknek a neve Revolver kimozgatÃĄs ÃĐs visszamozgatÃĄs.
AdagolÃĄs
A munkadarab adagolÃĄs tÃķrtÃĐnhet a hagyomÃĄnyos mÃģdon a RÚdadagolÃĄs funkciÃģval, miszerint egy ÞtkÃķzÅvel elÃĐ ÃĄllunk a munkadarabnak ÃĐs a rÚdadagolÃģ mÅąkÃķdtetÃĐsÃĐvel ÞtkÃķzÃĐsig elÅre tolÃģdik a nyersanyag, majd folytatÃģdik a gyÃĄrtÃĄsi folyamat. AdagolÃĄs mÃĄsik mÃģdja, amikor az ellenorsÃģ segÃtsÃĐgÃĐvel kihÚzzuk a kÃķvetkezÅ darab hosszÃĄt szÃĄmolva a leszÚrÃģkÃĐs szÃĐlessÃĐgÃĐvel, illetve a rÃĄhagyÃĄssal. Ezt a mÅąveletet a RÚdbehÚzÃĄs funkciÃģval tudjuk elvÃĐgezni, ahol megadjuk a kihÚzÃĄs mÃĐrtÃĐkÃĐt, illetve eldÃķnthetjÞk, hogy a nullpontot szeretnÃĐnk-e mozgatni vagy sem az alkatrÃĐsszel egyÞtt. Az ellenorsÃģs adagolÃĄs folyamatÃĄnak a zÃĄrÃģ eleme az, hogy az ellenorsÃģt elkÞldjÞk egy biztonsÃĄgos pozÃciÃģba, amelyre a SegÃĐdorsÃģ mozgatÃĄs funkciÃģt tudjuk hasznÃĄlni. Ez a pozÃciÃģ lehet egy fix ÃĐrtÃĐk a hozzÃĄ tartozÃģ lineÃĄris tengelyen, amely a posztprocesszorbÃģl ÃĐrkezik, de lehet egy ÃĄltalunk meghatÃĄrozott pozÃciÃģ is.
Â
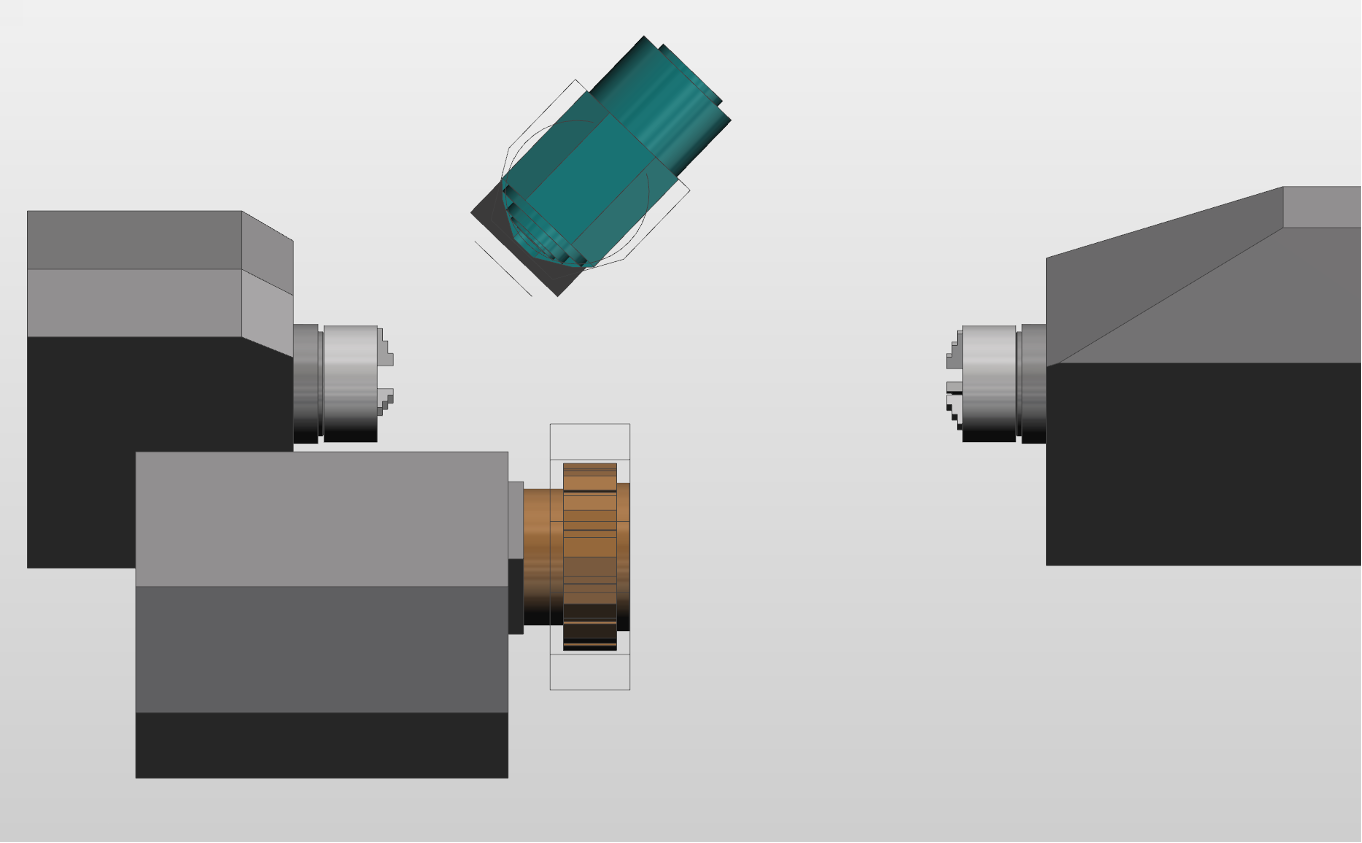
B-tengelyes indexelÃĐs
TÃķbbfunkciÃģs gÃĐpek fÅ jellemzÅje a B-tengely. SzerszÃĄmgÃĐp vezÃĐrlÅjÃĐnek tudÃĄsa, esetleg adott opciÃģ megvÃĄsÃĄrlÃĄsa dÃķnti el azt, hogy csak pozÃcionÃĄlt, tehÃĄt egy adott szÃķgbe tudjuk beforgatni, majd abban a szÃķgÃĄllÃĄsban tudunk dolgozni vagy szimultÃĄn fejrÅl beszÃĐlÞnk, amikor akÃĄr egyszerre 5-tengely is mozoghat. PozÃcionÃĄlt szÃķgfej esetÃĐn egyedÞl a fÚrÃģ, marÃģ szerszÃĄmokat kell indexelnÞnk, amit az Eszterga indexelÃĐs paranccsal tudjunk elvÃĐgezni. A marÃģorsÃģba lehetÅsÃĐgÞnk van ÃĄllÃģ szerszÃĄmokat bevÃĄltani, viszont az EDGECAM programozÃĄsa szempontjÃĄbÃģl, azokat nem kell kÞlÃķn indexelÃĐssel pozÃciÃģba ÃĄllÃtani, mert automatikusan megtÃķrtÃĐnik a szerszÃĄm tulajdonsÃĄgai alapjÃĄn. SzimultÃĄn mozgÃĄsok elÃĐrÃĐsÃĐhez szÞksÃĐgÞnk van 5- tengelyes modulra, amely segÃtsÃĐgÃĐvel elÃĐrjÞk a kÞlÃķnfÃĐle 4- ÃĐs 5-tengelyes ciklusokat.
CsatornÃĄk kezelÃĐse
Az Advanced Turning csomag a kÃĐtcsatornÃĄs gÃĐpeket is tÃĄmogatja. TÃķbbcsatornÃĄs gÃĐprÅl akkor beszÃĐlÞnk, ha egy idÅben tÃķbb szerszÃĄm dolgozik azonos orsÃģra vagy kÞlÃķn fÅ ÃĐs mellÃĐkorsÃģra.  CNC vezÃĐrlÅtÅl fÞgg, hogy a csatorna kiosztÃĄs mi alapjÃĄn tÃķrtÃĐnik, egyes orsÃģkat, tengelyeket milyen cÃmmel szÞksÃĐges kiadni. Azt is a vezÃĐrlÅje vÃĄlogatja, hogy a kigenerÃĄlt NC kÃģdnak 2 kÞlÃķnÃĄllÃģ programban kell szerepelnie vagy 1 program tartalmazza a kÃĐt csatornÃĄnak 1-1 programrÃĐszletÃĐt. Az EDGECAM posztprocesszor szerkesztÅje szÃĐleskÃķrÅą beÃĄllÃtÃĄsi lehetÅsÃĐggel bÃr, amellyel ezeket a vezÃĐrlÅ specifikus kimeneteket tudjuk garantÃĄlni.
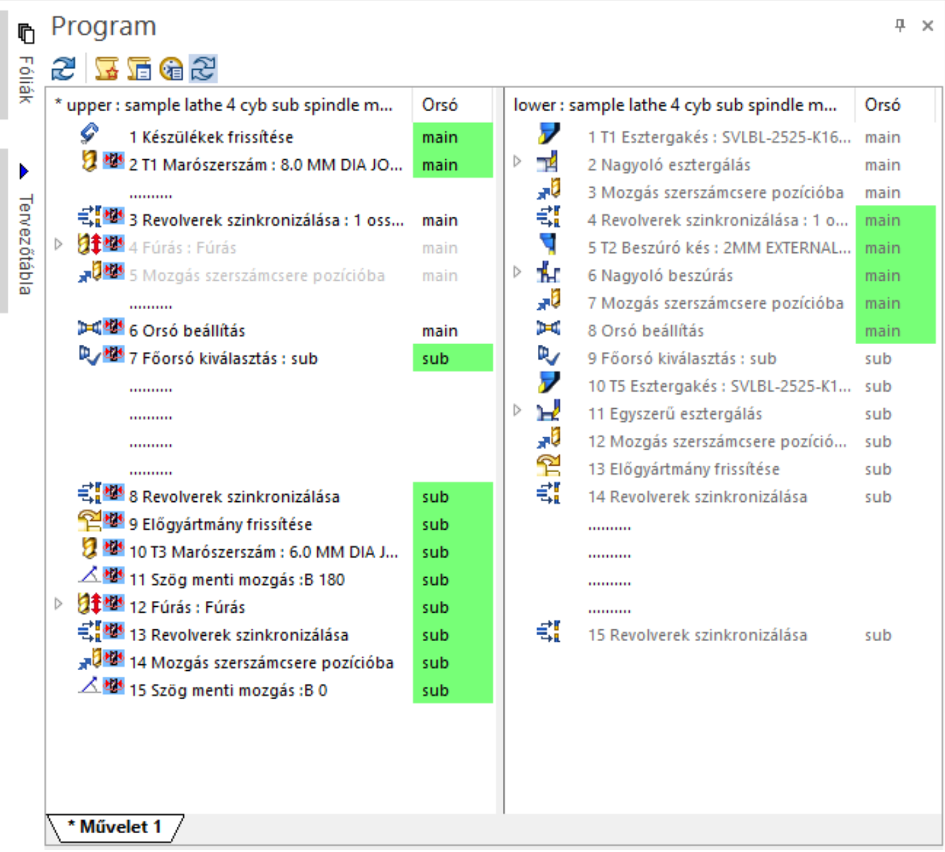
TÃķbb csatornÃĄhoz kÃķtÃķtt mÅąveletek
ProgramozÃĄs szempontjÃĄbÃģl az egyik fontos dolog a szinkronpontok hasznÃĄlata, amelyek segÃtsÃĐgÃĐvel tudjuk az egyes mÅąveleteket ÃķsszevÃĄrni. Ha nem hasznÃĄlnÃĄnk szinkronpontokat akkor Úgy tudnÃĄnk elkÃĐpzelni a folyamatot, mintha kÃĐt kÞlÃķnÃĄllÃģ esztergagÃĐpÞnk lenne ÃĐs egyszerre nyomjuk meg a start gombot. Az gyÅzne, amelyiknek kevesebb a ciklusideje, persze mÃĄr hamarabb megbukna valÃģszÃnÅąleg a tÃķrtÃĐnet, mert ÞtkÃķzÃĐsben merÞlne ki a folyamat. Ãppen ezÃĐrt elengedhetetlen az ÞtkÃķzÃĐsek elkerÞlÃĐse ÃĐrdekÃĐben a szinkronpontok hasznÃĄlata. ProgramozÃĄsÃĄnak tÃķbb lehetÅsÃĐge van. Az alÃĄbbi mÅąveletek ÃķnmagÃĄban is szinkronpontokat eredmÃĐnyeznek:
-
- Revolverfejek szinkronizÃĄlÃĄsa
- ElÅgyÃĄrtmÃĄny frissÃtÃĐs
- Szegnyereg mozgatÃĄs
- BÃĄb mozgatÃĄs
- KÃĐtkÃĐses ciklusok
ÃsszegzÃĐs:
Az EDGECAM Advanced Turning eszterga csomagjÃĄt olyan esztergagÃĐpekhez ajÃĄnljuk, amelyeknek a felÃĐpÃtÃĐse minimum hajtott szerszÃĄmot tartalmaz vagy attÃģl nagyobb felszereltsÃĐggel bÃr. IdeÃĐrtve az ellenorsÃģt, B-tengelyes marÃģorsÃģt vagy 2 csatornÃĄval bÃrÃģ tÃķbb-revolverfejes gÃĐpeket. Tegye egyszerÅąbbÃĐ ÃĐs biztonsÃĄgosabbÃĄ ezen komplex gÃĐpek programozÃĄsÃĄt teljes szimulÃĄciÃģs ellenÅrzÃĐssel egyÞtt, olyan funkciÃģkkal, amelyek ÃĄltal a nehezen programozott munkadarab ÃĄtvÃĐteli folyamat is gyerekjÃĄtÃĐk lesz!
Blogcikk sorozat cikkeit elÃĐritek az alÃĄbb hivatkozÃĄsoknÃĄl:
Essential Milling csomag bemutatÃĄsa blogcikk
Essential Turning csomag bemutatÃĄsa blogcikk
Standard Turning csomag bemutatÃĄsa blogcikk
ÃgyfÃĐltÃĄmogatÃģ mÃĐrnÃķk, szakterÞlete az EDGECAM. Gyerekkora Ãģta ÃĐrdekeltÃĐk a mÅąszaki dolgok, keleti gyÃĄrtmÃĄnyÚ csodÃĄk, autÃģk, motorok szerelÃĐse, bÞtykÃķlÃĐse. EbbÅl kifolyÃģlag vÃĄlasztotta a mÅąszaki pÃĄlyÃĄt, amin belÞl CAD/CAM szakon vÃĐgzett. ElÅzÅ munkahelye ÃĄltal megismerkedett a CNC szerszÃĄmgÃĐpek szÃĐles skÃĄlÃĄjÃĄval, ezÃĄltal kÞlÃķnfÃĐle forgÃĄcsolÃĄsi eljÃĄrÃĄsokkal is. Jelen pozÃciÃģjÃĄban EDGECAM ÞgyfÃĐltÃĄmogatÃģ mÃĐrnÃķkkÃĐnt dolgozik.