
EsztergÃĄlÃĄsra fel!
EsztergÃĄlÃĄs kezdÅlÃĐpÃĐsei
Technikai webinÃĄr sorozatunk immÃĄron 2 ÃĐvre nyÚlik vissza. EsztergÃĄlÃĄs kezdÅlÃĐpÃĐsei webinÃĄrunkkal, illetve a hozzÃĄ tartozÃģ blogcikkel egy Újabb fejezetet nyitunk meg e sorozat ÃĐletÃĐben, de mielÅtt belecsapnÃĐk, egy kis visszatekintÃĐssel kezdek.
MirÅl is volt eddig szÃģ?
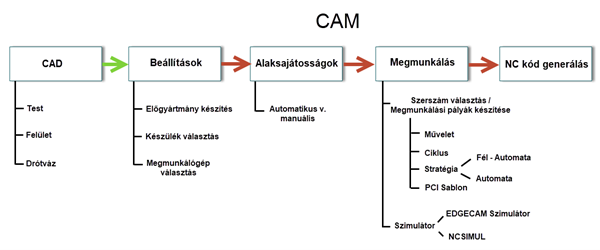
Eddigi webinÃĄrokban megismerkedhettetek az EDGECAM marÃĄsi kÃķrnyezetÃĐvel, 5 lÃĐpÃĐses munkafolyamatÃĄval. EmlÃtÃĐst tettÞnk a munkadarab betÃķltÃĐsÃĐnek lehetÅsÃĐgeirÅl, alkatrÃĐsz nullpont elhelyezÃĐsÃĐrÅl, lÃĐtrehozÃĄsÃĄrÃģl, elÅgyÃĄrtmÃĄnyok ÃĐs kÃĐszÞlÃĐkek definiÃĄlÃĄsÃĄnak lehetÅsÃĐgeirÅl, automatikus vagy ÃĐpp manuÃĄlis alaksajÃĄtossÃĄg keresÃĐsrÅl. Majd ezek utÃĄn kÃķvetkeztek az egyes ciklusok rÃĐszletes bemutatÃĄsai. 2,5 tengelyes megmunkÃĄlÃĄsokon ÃĄt, 3 tengelyes, 4 vagy 5 tengelyes pozÃcionÃĄlt, de mÃĐg szimultÃĄn 5 tengelyes megmunkÃĄlÃĄsokat is bemutattunk a webinÃĄrok alkalmÃĄval. BÃzom benne, hogy jÃģ hasznÃĄt veszitek, vettÃĐtek ezeknek a videÃģknak.  A webinÃĄrok visszanÃĐzhetÅek blog.eplm oldalunkon, de e mellett YouTube csatornÃĄnkat is tudom ajÃĄnlani, mint hasznos tudÃĄstÃĄrat.
 EsztergÃĄlÃĄsra fel!
EsztergÃĄlÃĄsra fel!
Mint ahogy emlÃtettem, a kÃķvetkezÅ mÃĐrfÃķldkÅ e webinÃĄr sorozat ÃĐletÃĐben, hogy elÃĐrkeztÞnk az eszterga kÃķrnyezethez. Maga az eszterga kÃķrnyezet kicsit hÃĄnyatott sorsÚ a CAM-es felhasznÃĄlÃģk kÃķrÃĐben. Kevesebben hasznÃĄljÃĄk, legalÃĄbbis, ha a 2 tengelyes megmunkÃĄlÃĄsokat nÃĐzzÞk. Ennek az lehet az oka, hogy az eszterga vezÃĐrlÅk, tÃķbb tÃĄmogatÃĄst nyÚjtanak, tÃķbb ciklussal rendelkeznek, amik kÃķzÞl a nagyolÃģ ciklusok nagyban elÅsegÃtik a programozÃģkat. Ha emlÃtenem kellene pÃĄr pÃĐldÃĄt az EDGECAM elÅnyeirÅl, hogy 2 tengelyes kÃķrnyezetben is ÃĐrdemes CAM-el dolgozni, akkor az alÃĄbbiakat emelnÃĐm ki:
- hagyomÃĄnyos nagyolÃģciklusokon felÞl megtalÃĄlhatÃģ a hullÃĄmminta nagyolÃģciklus, ami megfelelÅ kÃķrnyezetben mÃĐg hatÃĐkonyabbÃĄ tudja tenni a gyÃĄrtÃĄst
- hagyomÃĄnyost nagyolÃģcikluson belÞl talÃĄlkozhatunk olyan funkciÃģkkal, amiket a vezÃĐrlÅn lÃĐvÅ ciklusok tÃķbbsÃĐge nem tud. PÃĐldÃĄul forgÃĄcstÃķrÃĐs alkalmazÃĄsa, kÞlÃķnfÃĐle nagyolÃĄsi stratÃĐgiÃĄk nehezen megmunkÃĄlhatÃģ anyagokhoz. AkÃĄr egy folyÃģsabb forgÃĄcsot hozÃģ alumÃniumhoz, rozsdamentes acÃĐlhoz vagy ÃĐpp szuperÃķtvÃķzetekhez
- menetprofilozÃģ ciklust is, ami segÃtsÃĐgÃĐvel kÃķnnyebb kinagyolni egy magas menetemelkedÃĐsÅą orsÃģt
- gyÃĄrtÃĄst gazdasÃĄgosabbÃĄ lehet tenni: mellÃĐkidÅk idÅk csÃķkkenthetÅek, alkatrÃĐsz program gyorsan mÃģdosÃthatÃģ, ezÃĄltal kÃķnnyebb a darabidÅt csÃķkkenteni, optimalizÃĄlni, kevesebb hibÃĄzÃĄsi lehetÅsÃĐg, gyÃĄrtÃĄsi elÅkÃĐszÞleteket hatÃĐkonyabban lehet elkÃĐszÃteni
- ÃĄrajÃĄnlathoz szÞksÃĐges informÃĄciÃģk kinyerÃĐse
- szimulÃĄciÃģ, ÞtkÃķzÃĐsvizsgÃĄlat, amik segÃtsÃĐgÃĐvel szerszÃĄmgÃĐpÞnk is nagyobb biztonsÃĄgban van
A felsorolÃĄsom Ãgy is tÚl rÃĐszletes lett, de mÃĐg lehetne folytatni. Ha viszont az alkatrÃĐszÞnk komplexitÃĄsa fokozÃģdik akÃĄr kÃĐt tengelyes kÃķrnyezetben, vagy marÃĄsi munkÃĄlatok vannak az alkatrÃĐszen, akkor mÃĄr nem is kÃĐrdÃĐs, hogy nagy segÃtsÃĐgÞnkre vÃĄlik egy jÃģ CAM szoftver.
NÃĐzzÞk meg az EDGECAM munkafolyamat kezdÅ lÃĐpÃĐseit eszterga kÃķrnyezetben.
A kezdÅ lÃĐpÃĐseket a fÃĄjl betÃķltÃĐsÃĐtÅl a megmunkÃĄlÃĄsig tekintem. ElsÅ lÃĐpÃĐsÞnk, hogy betÃķltjÞk az alkatrÃĐszÞnket, de mielÅtt ezt megtesszÞk, jÃģ tudni, hogy van lehetÅsÃĐgÞnk eldÃķnteni, hogy az akatrÃĐsz ÃĄtmenjen-e egy vizsgÃĄlaton, ahol a geometria alapjÃĄn eldÅl, hogy marÃģ vagy eszterga kÃķrnyezetbe tÃķltÃķdik-e be (persze a kÃķrnyezet vÃĄlasztÃĄs csak akkor igaz, ha megfelelÅ licenccel rendelkezÞnk). Ezen felÞl betudjuk ÃĄllÃtani, hogy az eredeti âtervezÅiâ nullponttal akarunk-e dolgozni vagy pedig a nullpont felÞl legyen bÃrÃĄlva ÃĐs egy forgÃĄsszimmetrikus alkatrÃĐsz esetÃĐn automatikusan forgÃĄskÃķzÃĐppontba kerÞljÃķn a nullpontunk.

BetÃķltÃĐs utÃĄn a kÃķvetkezÅ fÅ lÃĐpÃĐsÞnk, hogy meghatÃĄrozzuk a nullpontot. EsztergagÃĐpek esetÃĐben 3 tipikus pont szokott lenni. Vagy az alkatrÃĐsz homlokfelÞletÃĐre, vagy az elÅgyÃĄrtmÃĄny homlokfelÞletÃĐre, de az is elÅfordulhat, hogy az alkatrÃĐsz hÃĄtfelÞletÃĐre veszik fel Z tengely mentÃĐn a nullpontot. Ezeket a beÃĄllÃtÃĄsokat kapcsolÃģk segÃtsÃĐgÃĐvel gyorsan ÃĐs egyszerÅąen be tudjuk ÃĄllÃtani.
Ha megvan a nullpontunk, akkor kÃķvetkezhet az elÅgyÃĄrtmÃĄny definiÃĄlÃĄsa. TÃķbb lehetÅsÃĐgÞnk van, amelyek kÃķzÃķtt vannak egyszerÅą megoldÃĄsok, nagyon egyszerÅąek, meg persze olyan is, ami mÃĄr nÃĐmi tudÃĄst igÃĐnyel. LegegyszerÅąbbek kÃķzÃĐ tartozik hengeres elÅgyÃĄrtmÃĄny esetÃĐn az elÅgyÃĄrtmÃĄny illesztÃĐse funkciÃģ. Azonban ha multi-body fÃĄjlt kapunk, akkor tÃĄn mÃĐg egyszerÅąbb helyzetben vagyunk. Ha az elÅgyÃĄrtmÃĄny adatbÃĄzist szeretnÃĐnk hasznÃĄlni sajÃĄt elÅgyÃĄrtmÃĄnyunk kivÃĄlasztÃĄsÃĄra, akkor az elÅgyÃĄrtmÃĄny kezelÅben van lehetÅsÃĐgÞnk kÞlÃķnfÃĐle elÅgyÃĄrtmÃĄnyainkat rÃķgzÃteni, amik lehetnek akÃĄr hengeres vagy ÃĐpp sokszÃķg keresztmetszetÅą rÚdanyagok, darabolt hasÃĄb vagy kovÃĄcsolt elÅgyÃĄrtmÃĄnyunk.
Ãj alkatrÃĐszre tÃķrtÃĐnÅ rÃĄÃĄllÃĄskor elÅfordul, hogy tokmÃĄnyt kell cserÃĐlnÞnk.  PÃĐldÃĄul, ha nagy szeriÃĄra ÃĄllunk rÃĄ, akkor ÃĐrdemes patrontokmÃĄnyt felszerelni. Ha nagyobb mÃĐretÅą alkatrÃĐszek precÃz megfogÃĄsÃĄra van szÞksÃĐgÞnk, akkor felszerelhetjÞk a 3 pofÃĄs tokmÃĄnyt ÃĐs felesztergÃĄljuk a puhapofÃĄkat. EbbÅl adÃģdÃģan ezeket a kÃĐszÞlÃĐkcserÃĐket is ÃĐrdemes megtenni programozÃĄs kÃķzben, hogy tÃķrekedjÞnk a valÃģsÃĄghÅą szimulÃĄciÃģra. KÃĐszÞlÃĐkeink felvitelÃĐt a kÃĐszÞlÃĐkkezelÅbe tudjuk megtenni, ahol megkÞlÃķnbÃķztetÞnk tokmÃĄnyt pofÃĄkkal, patronos befogÃģkat, satut ÃĐs egyedi kÃĐszÞlÃĐket. A mellett, hogy a kÃĐszÞlÃĐkekhez paramÃĐtereket ÃĄllÃtunk be, van lehetÅsÃĐgÞnk modellgrafikÃĄt is beszÚrni âmegâ file formÃĄjÃĄban.
Blogcikkhez tartozÃģ videÃģt lentebb ÃĐrtek el, amelyben lÃĄthatjÃĄtok az egyes kezdÅ lÃĐpÃĐsek megvalÃģsÃtÃĄsait.
ÃgyfÃĐltÃĄmogatÃģ mÃĐrnÃķk, szakterÞlete az EDGECAM. Gyerekkora Ãģta ÃĐrdekeltÃĐk a mÅąszaki dolgok, keleti gyÃĄrtmÃĄnyÚ csodÃĄk, autÃģk, motorok szerelÃĐse, bÞtykÃķlÃĐse. EbbÅl kifolyÃģlag vÃĄlasztotta a mÅąszaki pÃĄlyÃĄt, amin belÞl CAD/CAM szakon vÃĐgzett. ElÅzÅ munkahelye ÃĄltal megismerkedett a CNC szerszÃĄmgÃĐpek szÃĐles skÃĄlÃĄjÃĄval, ezÃĄltal kÞlÃķnfÃĐle forgÃĄcsolÃĄsi eljÃĄrÃĄsokkal is. Jelen pozÃciÃģjÃĄban EDGECAM ÞgyfÃĐltÃĄmogatÃģ mÃĐrnÃķkkÃĐnt dolgozik.