
GYORSBILLENTYŰK A RADAN-BAN. #3
Blog cikk sorozatunk utolsó darabja a sorrend tervezéssel fog foglalkozni. Stancoló gépeken nagyon nehéz a sorrend tervezést automatizálása, mert sok esetben elszabaduló hulladék keletkezik.
Ezért, hogy programozni tudjuk az elkapó rendszert, kézi sorrendtervezést kell alkalmaznunk, ami gyorsbillentyűk segítségével képesek vagyunk hatékonyan kezelni. De fontos lehet még, hogy a mikor gép álljon meg, hogy a nagyobb méretű munkadarabot kitudjuk venni és ne szabaduljon el. Szintúgy fontos lehet még az is, hogy hol és mikor szeretnék az alkatrész elkapót kinyitni, hogy ne kelljen megállítani a programfutását, ha a szerszámgép képes rá. Ezen folyamatainkat nem csak gyorsgombok segítségével vagyunk képesek megoldani, viszont nagy mértékben tudja rövidíteni a programozási időt. Nézzük is, milyen gyorsbillentyűkkel tudjuk gyorsítani a RADAN sorrendtervezésünket.
Hozzáadás
A sorrendtervezést esetünkben egyszöveges listaként kell elképzelnünk, amit a képernyő alsórészében részletesen láthatunk is. Bizonyos részek automatikusan kitöltődnek, mint például a felhasznált tábla anyag megnevezése vastagsága és befoglaló mérete. Feladatunk, hogy „hozzáadjuk” a feladatokat. Ezt az „a” billentyű lenyomásával tudjuk elkezdeni. Majd gépeljük, hogy „punch” és ezt követőleg felugornak a lehetőségeink.
Szerszámválasztás
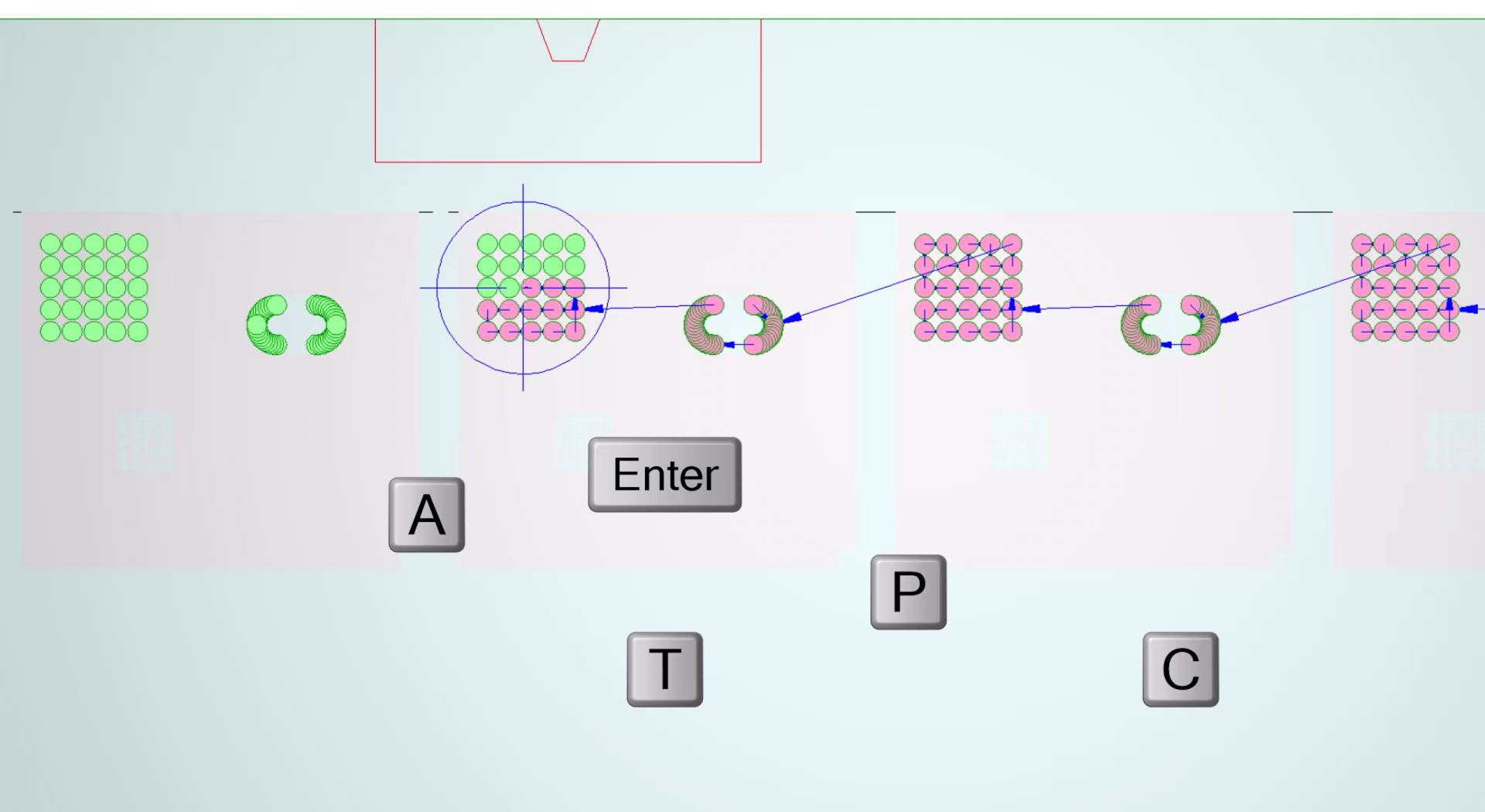
A technológiából adódóan mindig belülről kezdjük a megmunkálást. Az előző cikkünkből már ismerhetjük a szerszámokat ezért kezdjük most az 5×5-ös szerszámmal. Nyomjuk le az „a” billentyűt gépeljük be a már említett „punch” szót és enter lenyomás után írjuk be a „t” karaktert. Ezt követően már csak a szerszám helyet kell begépelnünk. Ezt jobb oldalt látjuk a „Station” oszlopban. Esetünkben ez most a „6”-os helyen van így nekünk ezt kell beírnunk. Dupla enter lenyomása után látható, hogy a „villanykörte” jel átváltott a 6os helyre. 
Sorrend kialakítása
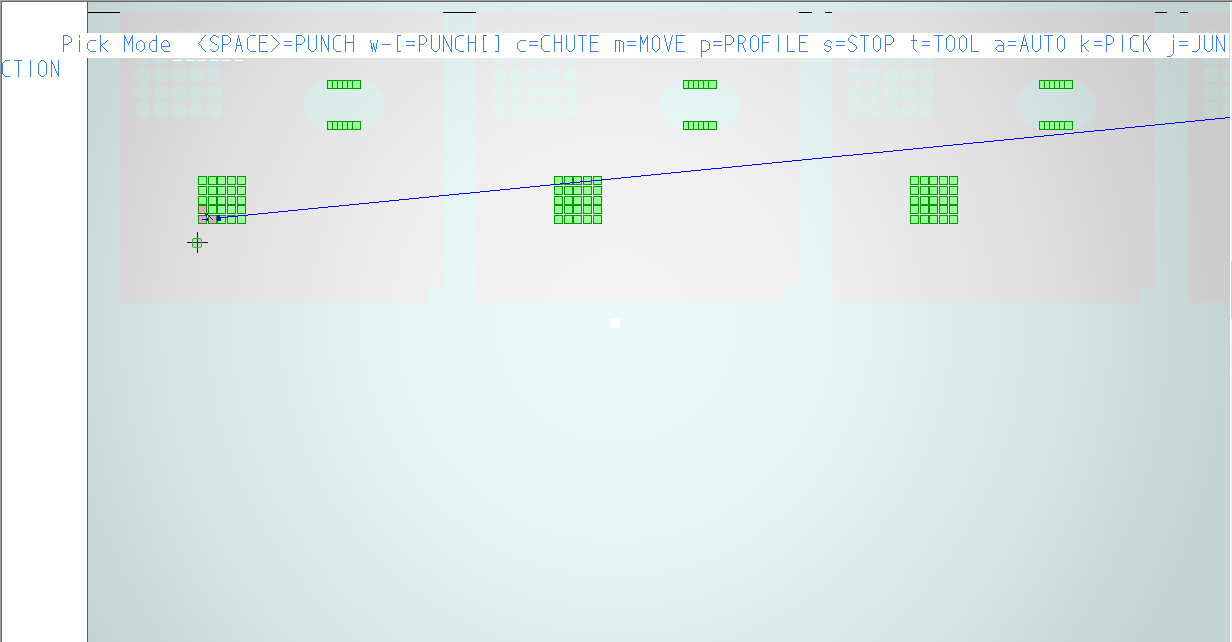 Következő lépésben válasszuk ki, hogy milyen sorrendben szeretnék a szerszám pályát megmunkálni. Gépeljük be az „a” karaktert majd szintúgy a „punch” szót. A „space” billentyű lenyomásával a kurzorhoz legközelebb lévő megmunkálást tudjuk kiválasztani. Így viszont az egész táblára vonatozóan nagyon sok kattintással tudnánk csak dolgozni. Van lehetőségünk a profilok megmunkálására is. Ezt „p” billentyűvel érjük el. De ennél egyfokkal gyorsabb az kijelölés. Nyomjuk le a „w” billentyűt és így ablakos kijelölést kezdhetjük el. Ha a kurzorral a megfelelő megmunkálásokat kijelöltük akkor csak nyomjuk le a „p” billentyűt és így a legrövidebb útvonalon ki alakítja a sorrend tervet.
Következő lépésben válasszuk ki, hogy milyen sorrendben szeretnék a szerszám pályát megmunkálni. Gépeljük be az „a” karaktert majd szintúgy a „punch” szót. A „space” billentyű lenyomásával a kurzorhoz legközelebb lévő megmunkálást tudjuk kiválasztani. Így viszont az egész táblára vonatozóan nagyon sok kattintással tudnánk csak dolgozni. Van lehetőségünk a profilok megmunkálására is. Ezt „p” billentyűvel érjük el. De ennél egyfokkal gyorsabb az kijelölés. Nyomjuk le a „w” billentyűt és így ablakos kijelölést kezdhetjük el. Ha a kurzorral a megfelelő megmunkálásokat kijelöltük akkor csak nyomjuk le a „p” billentyűt és így a legrövidebb útvonalon ki alakítja a sorrend tervet. 

Automatikus sorrend tervezés.
Vannak esetek a megmunkálás során, amikor számunkra jelentéktelen, hogy milyen sorrendben készülnek a szerszámpályák. Jelen esetben a furatok ilyenek, ahol megfelelő számunkra, ha rendszer azokat a legrövidebb útvonal alapján sorrendtervezi. Ezt tudjuk automatizálni, ahol csak a szerszámot kell kiválasztani és automatikusan a táblán lévő összes megmunkálást sorrend tervezni nekünk. Nyomjuk le a már jól ismert „a” billentyűt és gépeljük be a „punch” szót. Majd ezt követően újra nyomjuk le az „a” billentyűt és gépeljük be a „Station” számát. „a”/enter/”punch”/enter/”5”/enter
Ezzel az ötös helyen lévő rádiuszos szerszám összes szerszámpályáját sorrend terveztük. 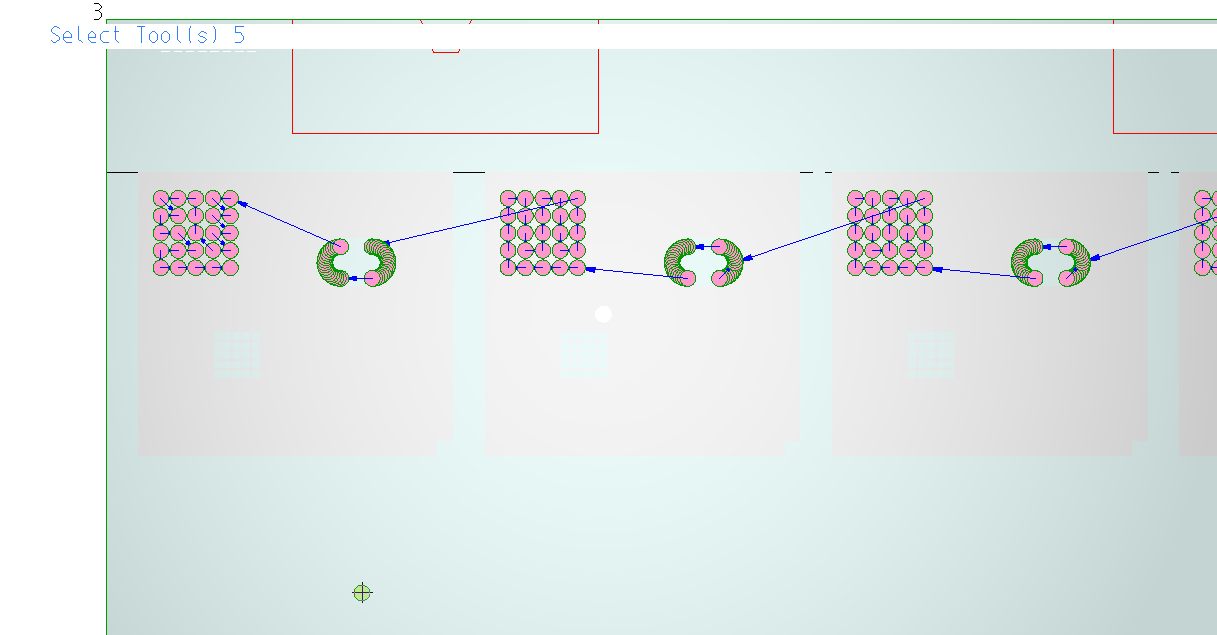
Alkatrész elkapó
 Stancolási folyamatok végén mielőtt az alkatrész körbevágása történne általában átmozgatjuk az alkatrész alá az alkatrész elkapó „csúszdát” és kinyitjuk, hogy az alkatrész bele csússzon ebbe a tartóba és így nem kell megállítani a gépet és kiszedni a munkatérből, ami nagy mértékben megnöveli a megmunkálási időt. Már csak körbe kell vágnunk az alkatrészeket ezért és mivel ez az utolsó folyamat így jobb, ha már a megfelelő helyre pozícionáljuk az alkatrészeket, elkapó egység fölé. A „punch” után most nyomjuk le a „c” billentyűt majd a kék, négyágú csillag alakú jelölést a kurzorral húzzuk a megfelelő helyre. Nem feltétlen kell az egész alkatrész alatt elhelyezkednie elég, ha a súlypontja benne van, hisz amikor az utolsó vágás megtörténik akkor belefog esni ebben az elkapóba. Vigyázzunk, hogy a kék jel a táblán belül legyen mert fizikálisan csak addig tud mozogni. Az enter lenyomás után rákérdez, hogy nyitva szeretnék-e hagyni ezt az elkapót. Válaszoljunk igennel, amit a „y” billentyű lenyomásával tudunk elérni.
Stancolási folyamatok végén mielőtt az alkatrész körbevágása történne általában átmozgatjuk az alkatrész alá az alkatrész elkapó „csúszdát” és kinyitjuk, hogy az alkatrész bele csússzon ebbe a tartóba és így nem kell megállítani a gépet és kiszedni a munkatérből, ami nagy mértékben megnöveli a megmunkálási időt. Már csak körbe kell vágnunk az alkatrészeket ezért és mivel ez az utolsó folyamat így jobb, ha már a megfelelő helyre pozícionáljuk az alkatrészeket, elkapó egység fölé. A „punch” után most nyomjuk le a „c” billentyűt majd a kék, négyágú csillag alakú jelölést a kurzorral húzzuk a megfelelő helyre. Nem feltétlen kell az egész alkatrész alatt elhelyezkednie elég, ha a súlypontja benne van, hisz amikor az utolsó vágás megtörténik akkor belefog esni ebben az elkapóba. Vigyázzunk, hogy a kék jel a táblán belül legyen mert fizikálisan csak addig tud mozogni. Az enter lenyomás után rákérdez, hogy nyitva szeretnék-e hagyni ezt az elkapót. Válaszoljunk igennel, amit a „y” billentyű lenyomásával tudunk elérni.
Alkatrész körbevágása
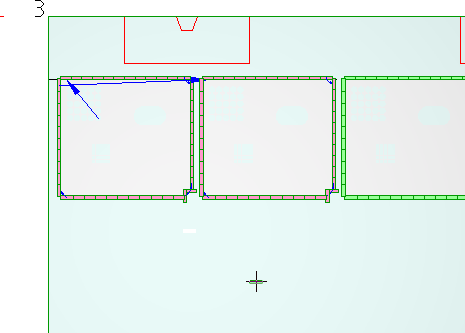 Látható, hogy úgy pozícionáltuk az elkapót, hogy ebben két alkatrész is elfog férni mielőtt áthelyeznénk. A körbevágást szintúgy a az „a”/enter/”punch”/enter billentyű kombinációval tudjuk elkezdeni majd nyomjuk le a „p” billentyűt. Viszont itt oda kell figyelnünk a megmunkálási sorrendre. Az utolsó megmunkálásnak fent kell végződnie, hogy bele tudjon billeni az elkapóba. Ezt követően már nincs más dolgunk csak az összes alkatrészt a már bemutatott módszerrel körbe vágni az elkapó mindig ezen a pozíción fog állni.
Látható, hogy úgy pozícionáltuk az elkapót, hogy ebben két alkatrész is elfog férni mielőtt áthelyeznénk. A körbevágást szintúgy a az „a”/enter/”punch”/enter billentyű kombinációval tudjuk elkezdeni majd nyomjuk le a „p” billentyűt. Viszont itt oda kell figyelnünk a megmunkálási sorrendre. Az utolsó megmunkálásnak fent kell végződnie, hogy bele tudjon billeni az elkapóba. Ezt követően már nincs más dolgunk csak az összes alkatrészt a már bemutatott módszerrel körbe vágni az elkapó mindig ezen a pozíción fog állni.
Folyamat zárása
A folyamat végén érdemes még egy „elkapást” programozni, hogy bezárjuk a jelenleg még nyitott elkapó rendszerünk ablakát. „a”/enter/”punch”/enter/”c” és a bezárásnál „n” billentyűt válaszuk.
Zárás
A cikk sorozatunkból bemutattuk, hogy billentyűzet segítségével sokkal hatékonyabban és termelékenyebben tudunk dolgozni a RADAN-ban. Amennyiben a téma felkeltette érdeklődését, a Sugóban további információkat talál a RADAN gyorsbillentyűkkel kapcsolatban.
A sorozat első két része: Gyorsbillentyűk a Radan-ban. 1# – EPLM
GYORSBILLENTYŰK A RADAN-BAN. #2 – EPLM