
4-tengelyes megmunkálások EDGECAM 2021.0-ban
Forgásszimmetrikus alkatrészek, akár tömör vagy cső kivitelű megmunkálása során a fúrási eljárások mellett gyakran találkozunk marási feladatokkal is.
Abban az esetben, ha lineáris tengelyeink mellett egyetlen forgótengellyel rendelkező szerszámgépünk van, konfiguráció függvényében választhatunk egy indexált megoldás – ahol a forgótengelyt csak pozicionálásra használjuk, – illetve egy szimultán megoldás közül – ahol a forgótengely egyidejűleg dolgozik a lineáris tengelyekkel.
Ezt utóbbit nevezik rotary-kiterített megmunkálásnak, ahol is a kiterítés tengelye a mindenkori Z tengely, ahova az elkészítendő geometria feltekerése kerül.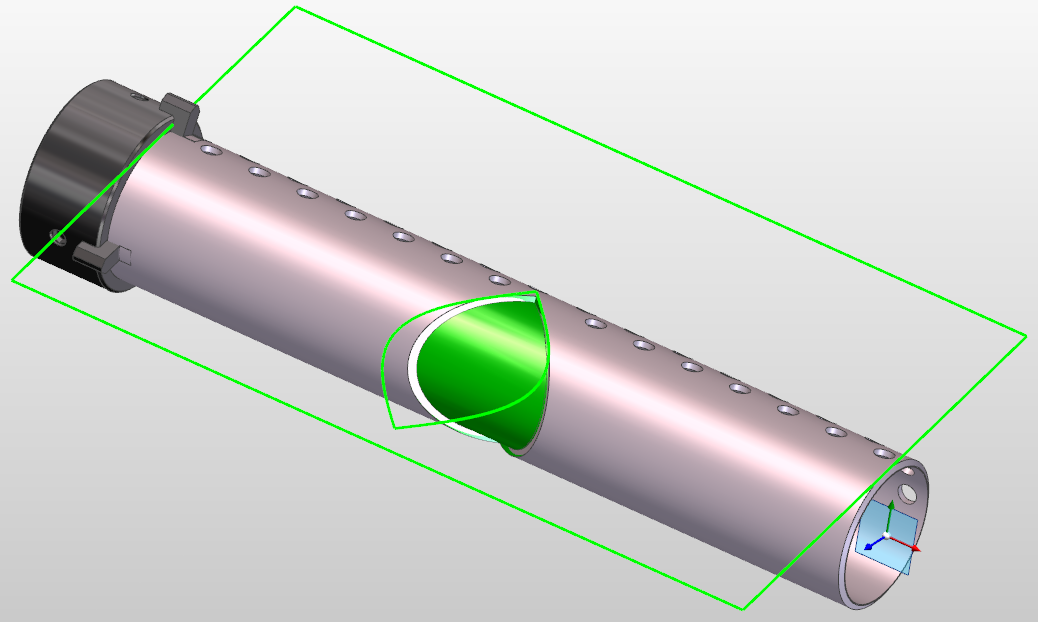
Ilyen esetekben a legelső lépés az alaksajátosság elkészítése, a feltekerési Z tengely köré.
A szerszámozás kiválasztását követően átváltjuk a marási üzemmódunkat kiterített üzemmódba.

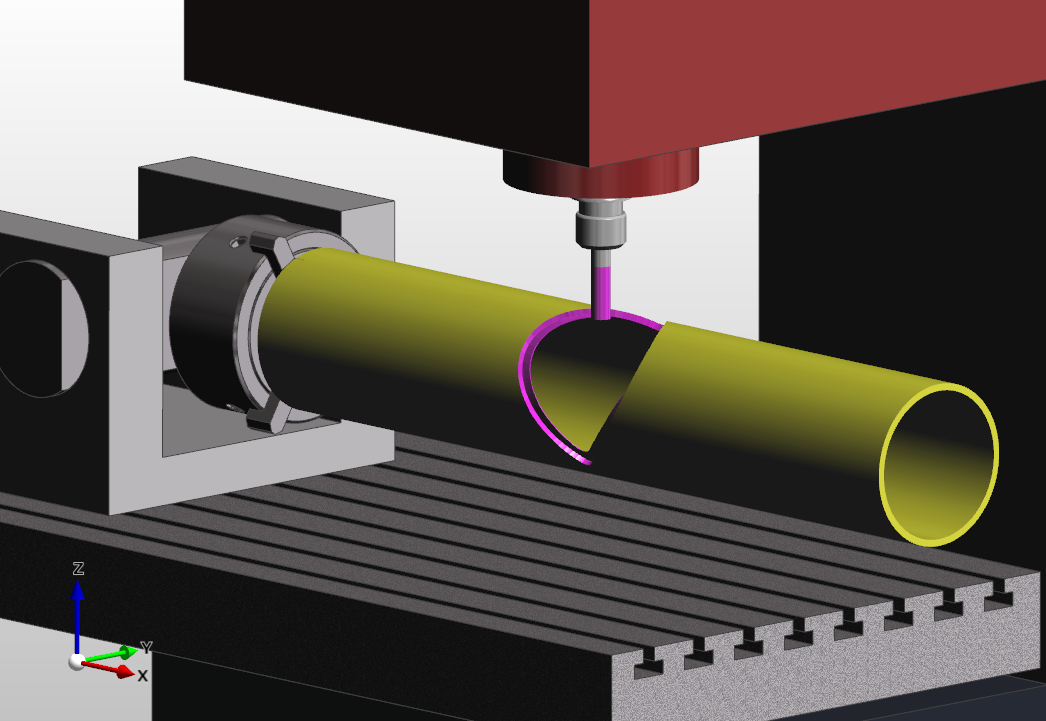
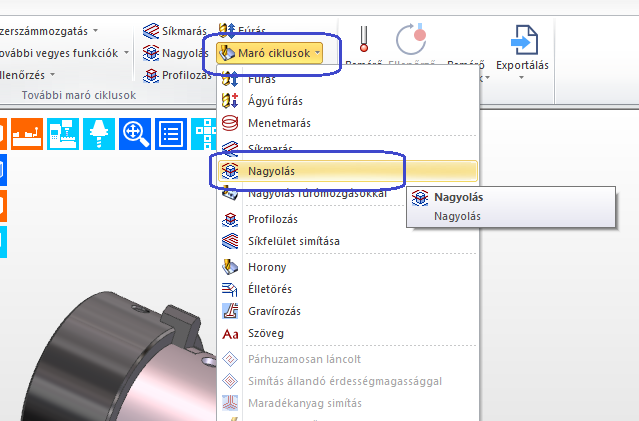
Kiterített üzemmód esetén a maróciklusaink korlátozottan elérhetőek, a listában megjelenő elemek közül kiválasztjuk a nagyolás ciklust, és ugyanúgy mintha három tengelyben dolgoznánk, megadjuk a szükséges paramétereket.
A simításhoz az öt tengelyes gépünket „visszabutítjuk” négytengelyes környezetbe
Ehhez először visszaváltunk sík üzemmódba, hogy elérhetővé váljon az öttengelyes ciklus.
A grafikus öttengelyes ciklust úgy fogjuk használni, hogy négy tengelyes NC kód kimenetet adjon eredményül.
Ezt kétféle módon tudom megvalósítani:
- kitérő tengelyes megmunkálásként adom meg, ilyenkor elérhetőek a döntési stratégiák
- vagy kényszerítem a radiális szerszám orientációt, mely biztosításra kerül a teljes megmunkálás alatt. (szerszám irányítása a forgástengely felé)
Ebben az esetben a döntési stratégiák nem elérhetőek.
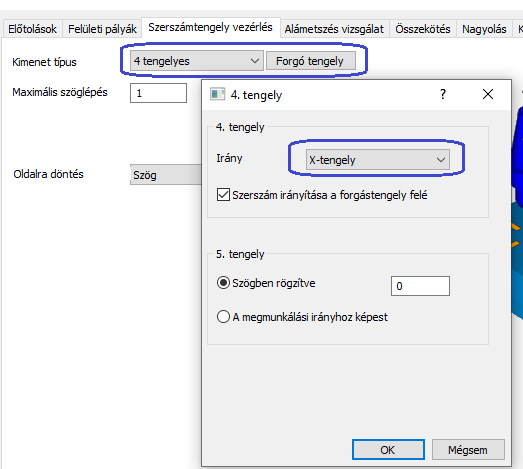
A kívánt szerszámpálya minta beállítását követően a szerszámtengelyvezérlés fülön megadjuk a kimenetet és a negyedik tengelyt, illetve ha van, az ötödiket is. Ez utóbbi esetében egy tetszőleges rögzített szöghelyzetet is használhatunk.
Optimalizálva a létrejött pályánkat (összekötések beállítása, biztonsági zónák illesztése, kezdőpont módosítása), a szimulátor elindításával meggyőződhetünk a megmunkálás kinematikai viszonyairól is.
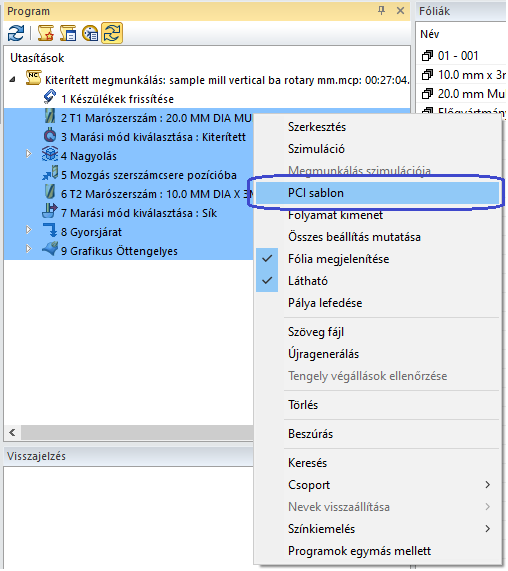
PCI-ok lehetőségei
Akár az alaksajátosság alapú fúrás akár a nagyolás során segítségül hívhatjuk a PCI-okat, csökkentve ezzel a programozási időszükségletet.
 Ha ugyanis már első ízben sikeresen leprogramoztuk az alkatrészünket, ezt innentől fogva lefuttathatjuk, felhasználhatjuk más, hasonló jellegű alkatrészek elkészítésére.
Ha ugyanis már első ízben sikeresen leprogramoztuk az alkatrészünket, ezt innentől fogva lefuttathatjuk, felhasználhatjuk más, hasonló jellegű alkatrészek elkészítésére.
Kiváltképpen ott használhatjuk ki a PCI alapú programozást ahol, jellemzően gyakran visszatérő és egyszerűbb geometriákkal (zsebek, furatok) dolgozunk.