

PozÃcionÃĄlt tÃķbbtengelyes megmunkÃĄlÃĄsok
Egyre tÃķbb felhasznÃĄlÃģnk programoz olyan szerszÃĄmgÃĐpeket, amelyek forgÃģtengellyel is fel vannak szerelve, legyen szÃģ C-tengelyes esztergÃĄrÃģl, felszerelhetÅ kÃķrasztalrÃģl, vagy akÃĄr szimultÃĄn 5-tengelyes szerszÃĄmgÃĐprÅl. Ezeket a szerszÃĄmgÃĐpeket, tapasztalataink szerint leggyakrabban pozÃcionÃĄlt megmunkÃĄlÃĄsra hasznÃĄljÃĄk.
Ebben a cikkben szeretnÃĐm kifejteni, hogy milyen lehetÅsÃĐgek vannak a forgÃģtengelyes megmunkÃĄlÃĄsok programozÃĄsÃĄra, minÃĐl gyorsabban ÃĐs minÃĐl kevesebb hibalehetÅsÃĐggel, szem elÅtt tartva a szerszÃĄmgÃĐp funkcionalitÃĄsÃĄt, esetlegesen annak EDGECAM rendszerrel tÃķrtÃĐnÅ bÅvÃtÃĐsÃĐt.
E feladatok kÃķzÃķtt kiemelhetjÞk akÃĄr a koordinÃĄtarendszerek gyorsabb lÃĐtrehozÃĄsÃĄt, akÃĄr a korÃĄbban megszokott megmunkÃĄlÃĄsi szerszÃĄmpÃĄlyÃĄk ÚjragondolÃĄsÃĄt. ÃjragondolÃĄs alatt azt ÃĐrtem, hogy indexelÃĐs helyett a szimultÃĄn pÃĄlyÃĄkat helyezhetjÞk elÅtÃĐrbe a CAM rendszer segÃtsÃĐgÃĐvel, Ãgy sok esetben gÃĐpidÅt ÃĐs a kisebb szerszÃĄmkinyÚlÃĄsoknak kÃķszÃķnhetÅen stabilabb megmunkÃĄlÃĄst kapva eredmÃĐnyÞl.
A szerszÃĄmgÃĐp felÃĐpÃtÃĐsÃĐtÅl ÃĐs vezÃĐrlÃĐsÃĐtÅl fÞggÅen, kÞlÃķnbÃķzÅ mÃĐrtÃĐkben tudjuk a forgÃģtengelyek ÃĄltal nyÚjtott lehetÅsÃĐgeket kihasznÃĄlni. A gÃĐp kinematikai felÃĐpÃtÃĐsÃĐn (asztal â asztal, fej â asztal, fej â fej tÃpusÚ gÃĐpek), azt ÃĐrtjÞk, hogy a forgÃģtengely a fÅorsÃģn, a gÃĐp asztalÃĄn, vagy megosztottan helyezkedik el.
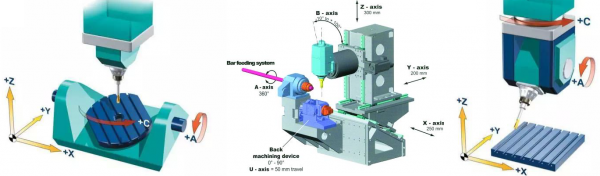
MÃĄsik fontos szempont a vezÃĐrlÃĐs âtudÃĄsaâ, azaz hogy rendelkezik-e koordinÃĄta transzformÃĄciÃģval, ÃĐs/vagy szerszÃĄmcsÚcsvezÃĐrlÃĐssel.
NÃĐzzÞk meg egy kicsit ezeket a gÃĐpfelÃĐpÃtÃĐseket programozÃĄs szempontjÃĄbÃģl (indexelÃĐs ÃĐs/vagy szimultÃĄn tÃķbb-tengely).
IndexelÃĐs
A pozÃcionÃĄlt tÃķbbtengelyes megmunkÃĄlÃĄsokkal kapcsolatosan szinte ugyanÚgy tudjuk programozni az alkatrÃĐszeinket, mintha azok âsimaâ 3-tengelyes gÃĐpen kÃĐszÞlnÃĐnek el.
Az EDGECAM felÞletÃĐn ehhez csak 2 parancsot szÞksÃĐges ehhez megismernÞnk, a munkasÃk kÃĐszÃtÃĐst vagy nullpont lÃĐtrehozÃĄst ÃĐs az indexelÃĐst.
Ãj munkasÃk lÃĐtrehozÃĄsÃĄnÃĄl nagy elÅny, hogy a Z-tengely irÃĄnyultsÃĄgÃĄn kÃvÞl az X ÃĐs Y tengelyirÃĄnyokra nem kell figyelnÞnk, ugyanis a CAM a fent emlÃtett gÃĐpfelÃĐpÃtÃĐseknek megfelelÅen kijavÃtja a helyes irÃĄnyultsÃĄgokat, azoknak szÃķgkorlÃĄtjait is figyelembe vÃĐve. (Ezt abbÃģl vehetjÞk ÃĐszre, hogy a lÃĐtrehozott koordinÃĄtarendszer neve mellett megjelenik egy .1, .2, âĶ, Ãgy jelezve nekÞnk, hogy az adott koordinÃĄtarendszerbe a gÃĐp kinematikÃĄja nem tudta megvalÃģsÃtani a mozgÃĄst, ezÃĐrt a CAM hozzÃĄigazÃtotta a posztban lÃĐvÅ kinematikai felÃĐpÃtÃĐshez.) A megfelelÅ munkasÃkra valÃģ bedÃķntÃĐst kÃķvetÅen (INDEXELÃS), a mÃĄr ismert parancsok segÃtsÃĐgÃĐvel programozhatjuk tovÃĄbb a megmunkÃĄlÃĄsokat. A âkezdÅâ programozÃģknak itt segÃtsÃĐget nyÚjt a mÅąvelet hasznÃĄlata, ugyanis a megmunkÃĄlandÃģ alaksajÃĄtossÃĄg kivÃĄlasztÃĄsa utÃĄn az EDGECAM mÃĄr be is indexelt a megfelelÅ koordinÃĄtarendszerbe.
NC kimenet ÃĐs gÃĐpbeÃĄllÃtÃĄs szempontjÃĄbÃģl az indexelt megmunkÃĄlÃĄsok a legjobb eredmÃĐnyt akkor adjÃĄk, ha a vezÃĐrlÃĐs rendelkezik koordinÃĄta transzformÃĄciÃģ funkciÃģval (CYCLE 800, PLANE SPATIAL, G68.2,âĶ). Abban az esetben, ha nem rendelkezik ilyen opciÃģval, akkor sok idÅt vehet igÃĐnybe a programozÃĄs sorÃĄn hasznÃĄlt indexelÃĐseknek megfelelÅ munkasÃkok gÃĐpen tÃķrtÃĐnÅ bemÃĐrÃĐse. Erre tud szÃĄmunkra az EDGECAM megoldÃĄst nyÚjtani, ugyanis a nevezetes forgÃĄspontok kimÃĐrÃĐsÃĐvel ÃĐs a fenti kinematikai felÃĐpÃtÃĐseknek megfelelÅen a rendszer kÃĐpes ÃĄtszÃĄmolni a koordinÃĄtÃĄkat. 1*
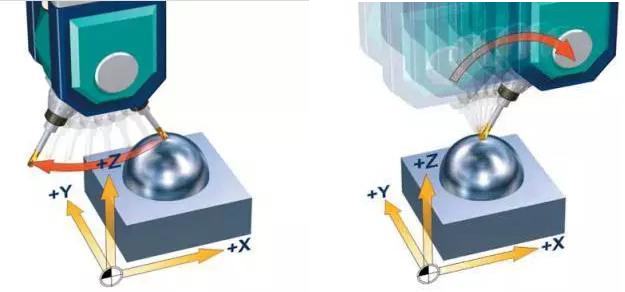
SzimultÃĄn tÃķbb-tengely
A CAM rendszer esetleges bÅvÃtÃĐsÃĐvel elÃĐrhetÅvÃĐ vÃĄlnak a szimultÃĄn szerszÃĄmpÃĄlyÃĄkat kÃĐszÃtÅ ciklusok ÃĐs mÅąveletek. Ezeknek az utasÃtÃĄsoknak az elsajÃĄtÃtÃĄsÃĄt kÃķvetÅen, ahogy azt korÃĄbban emlÃtettem, indexelÃĐs helyett a szimultÃĄn szerszÃĄmpÃĄlyÃĄk elÅtÃĐrbe helyezÃĐsÃĐvel tovÃĄbbi idÅt takarÃthatunk meg.
ProgramozÃĄs ÃĐs pontossÃĄg szempontjÃĄbÃģl a legideÃĄlisabb eset, ha a vezÃĐrlÃĐs tudja a szerszÃĄmcsÚcspont vezÃĐrlÃĐst (TRAORI, M128, G43.4, âĶ).
Amennyiben a vezÃĐrlÃĐs mÃĐgsem rendelkezik szerszÃĄmcsÚcs vezÃĐrlÃĐssel, de programozÃĄs sorÃĄn az egy sorba Ãrt tÃķbb koordinÃĄtÃĄt is elfogadja ÃĐs leinterpolÃĄlja (pl. G1 X Y Z A C), akkor ismÃĐtelten elÅnyt jelenthet az EDGECAM hasznÃĄlata. Ebben az esetben is a nevezetes forgÃĄspontok kimÃĐrÃĐsÃĐvel ÃĐs a fenti kinematikai felÃĐpÃtÃĐseknek megfelelÅen a rendszer kÃĐpes ÃĄtszÃĄmolni, hogy a folyamatos billentÃĐsek sorÃĄn hol helyezkedik el a szerszÃĄm a munkadarabhoz kÃĐpest. 1*
1* A kinematikai felÃĐpÃtÃĐstÅl fÞggÅen az asztal- asztal ÃĐs fej â asztal gÃĐpek esetÃĐben az NC kÃģd generÃĄlÃĄs elÅtt a virtuÃĄlis tÃĐrben is ugyanabba a pozÃciÃģba szÞksÃĐges a munkadarabot elhelyeznÞnk, mint ahogy a valÃģsÃĄgban a gÃĐpen szerepel.
2,5 â 3-tengely
A 3-tengelyes gÃĐpeket nem kihagyva ott is megvalÃģsÃthatÃģ a dÃķntÃķtt sÃkokra tÃķrtÃĐnÅ megmunkÃĄlÃĄst. Erre jellemzÅen szÃķgfej hasznÃĄlatÃĄt szoktuk javasolni.
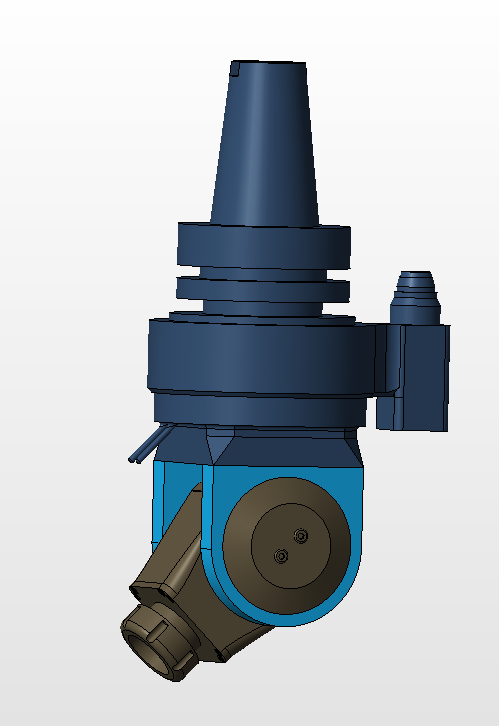
Itt âcsakâ a szerszÃĄmbemÃĐrÃĐsre ÃĐs esetlegesen a nullpont felvÃĐtelre szÞksÃĐges odafigyelni. SzemÃĐlyes javaslatom, hogy a szÃķgfejet ne a szerszÃĄmtÃĄrban ÃĄllÃtsuk be, hanem a szerszÃĄm kivÃĄlasztÃĄsa utÃĄn, Ãgy a szerszÃĄmtÃĄr sajÃĄtossÃĄgai miatt elkerÞlhetjÞk a szerszÃĄmok duplikÃĄciÃģit.
A fent emlÃtett megoldÃĄsok pÃĐldÃĄval kifejtve a âPozÃcionÃĄlt tÃķbbtengelyes megmunkÃĄlÃĄsokâ cÃmÅą webinÃĄrban megtekinthetÅ:
EDGECAM TECHNIKAI WEBINAR – PozÃcionÃĄlt tÃķbbtengelyes megmunkÃĄlÃĄsok – EPLM
ÃgyfÃĐltÃĄmogatÃĄsi vezetÅ, szakterÞlete a GyÃĄrtÃĄstechnolÃģgia, CAM ÃĐs CNC programozÃĄs. Stromfeld AurÃĐl GÃĐpipari, ÃpÃtÅipari ÃĄs Informatikai SzakkÃķzÃĐpiskolÃĄban oktatott mÅąszaki tanÃĄrkÃĐnt CNC- ÃĐs robotprogramozÃĄst, kÃķzismereti ÃĐs szakmai informatikÃĄt, majd hÃĄlÃģzatok â alapjait, mÅąszaki mÃĐrÃĐst, technolÃģgiai ismereteket, mÅąszaki rajzot, CAD-CAM â Solid Edge, EDGECAM-et. 2010-ben az NCT Kft. -nÃĐl dolgozott tervezÅmÃĐrnÃķkkÃĐnt, illetve 2011-ben a GraphIT Kft.-nÃĐl szoftvertÃĄmogatÃģ mÃĐrnÃķkkÃĐnt. 2012-ben csatlakozott az Enterprise Grouphoz ÞgyfÃĐltÃĄmogatÃģ mÃĐrnÃķkkÃĐnt. FÅ tevÃĐkenysÃĐgei ÃĐs feladatkÃķrei kÃķzÃĐ tartozik az EDGECAM, WORKNC, kÞlÃķnbÃķzÅ szoftverek tÃĄmogatÃĄsa ÃĐs oktatÃĄsa, posztprocesszorok kÃĐszÃtÃĐse kÞlÃķnbÃķzÅ CNC vezÃĐrlÃĐsÅą szerszÃĄmgÃĐpekhez, valamint kÃĐpzÃĐsszervezÃĐs.