

RADAN 2023.1
RADAN CAD/CAM
Táblakiosztási projekt változások
Szerszámgép váltás esetén több táblát tartalmazó projekteknél időrabló folyamat tábláról táblára újra feldolgozni a projektet.
RADAN 2023.1 verzióban a felhasználónak már lehetősége van az összes kiosztott tábla megmunkálási beállításait egyszerre automatikusan frissíteni, a szerszámozástól egészen a riportlapok újragenerálásáig.
Ezzel kevesebb időt kell tölteni az adatbevitelre, és elkerülhetők a költséges és időrabló hibák. Ezzel az új opcióval a táblák programozását könnyebben elvégezhetjük több szerszámgépre is.
Elszabaduló hulladék vizsgálat
Összetett programoknál bonyolult feladat ellenőrizni, hogy a program hibátlan-e. RADAN már korábban is biztosított lehetőséget az elszabaduló hulladékok vizsgálatára, de ez eddig a felhasználó csak manuálisan, táblánként tudta végrehajtani. Elszabaduló hulladék vizsgálat mostantól bekerült az automatizálási opciók közé, és futtatása kötelezővé tehető az NC program készítése előtt. Így még kevesebb időt kell fordítani a programok ellenőrzésére.
Alkatrésztulajdonságok gravírozása
Egyre gyakrabban merül fel az igény az alkatrészek vagy táblák beazonosítására szolgáló adatok minél automatikusabb gravírozására, mivel a kézi programozás nagyon időigényes és sok hibázási lehetőséget rejt magában.
Az új verzióban a szerszámgépekhez beállíthatunk alkatrész jelölési funkciót. Itt beállíthatjuk a számunkra megfelelő sablont, hogy az alkatrészen elhelyezett jelölés milyen adatokat tartalmazzon. Az alkatrészre csupán a „pmdatum” jelölést kell elhelyeznünk a megfelelő helyre, ezek után a sablonnak megfelelő adatok rákerülnek az alkatrészekre. Lehetőségünk van szöveg mellett QR-kód és DataMatrix kód készítésére is.
Ezzel az új opcióval rengeteg időt tudunk megspórolni, és az elgépelésből adódó hibák is kizárhatók.
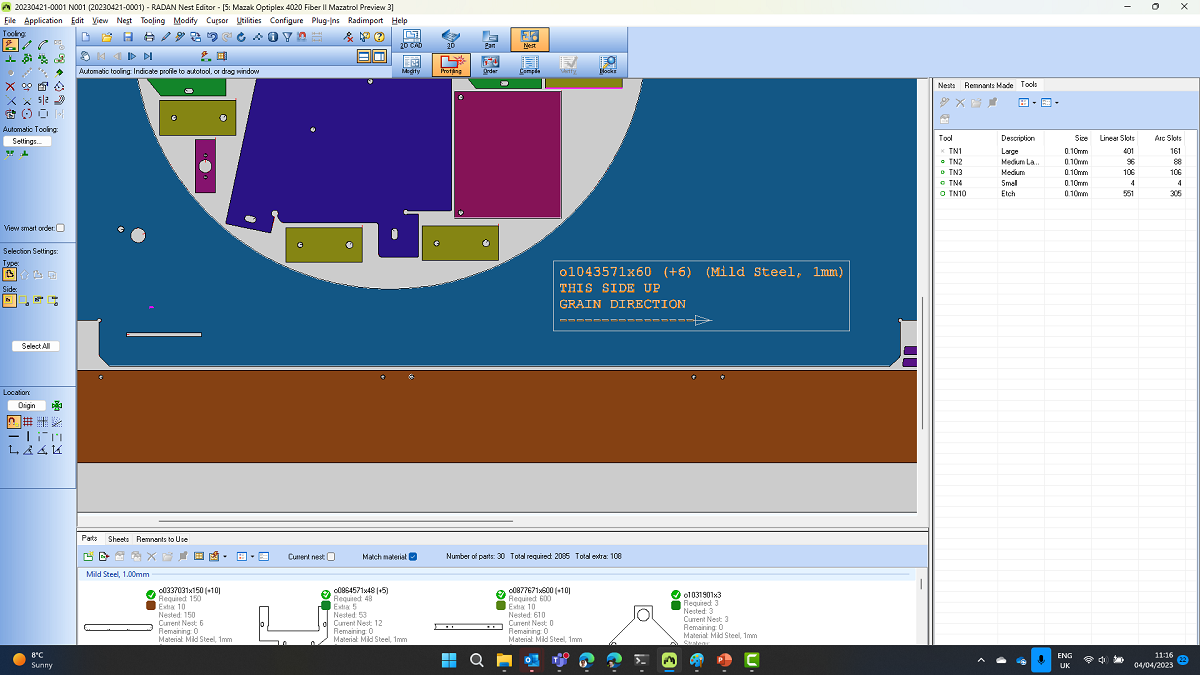
Szöveg gravírozás
Korábban, kontúrvágó szerszámgépen történő szöveg-gravírozás esetén, megfelelő színű, szakaszokra bontott geometriára volt szükség. E miatt a szöveg gravírozást nem lehetett gyorsan és hatékonyan elkészíteni.
Szövegek mostantól gravírozhatók felrobbantás nélkül is, egyedül a helyes színbeállításra kell figyelni. Mivel nem szükséges szakaszokra felrobbantani egyszerűen készíthetünk dinamikusan változtatható jelöléseket is. Támogatott a többsoros szöveg, a „True Type” betűtípusok és speciális karakterek is.
Dinamikus szövegek elhelyezésével korábbinál sokkal gyorsabban és hiba mentesen tudunk könnyen olvasható jelöléseket elhelyezni az alkatrészeken és táblákon.
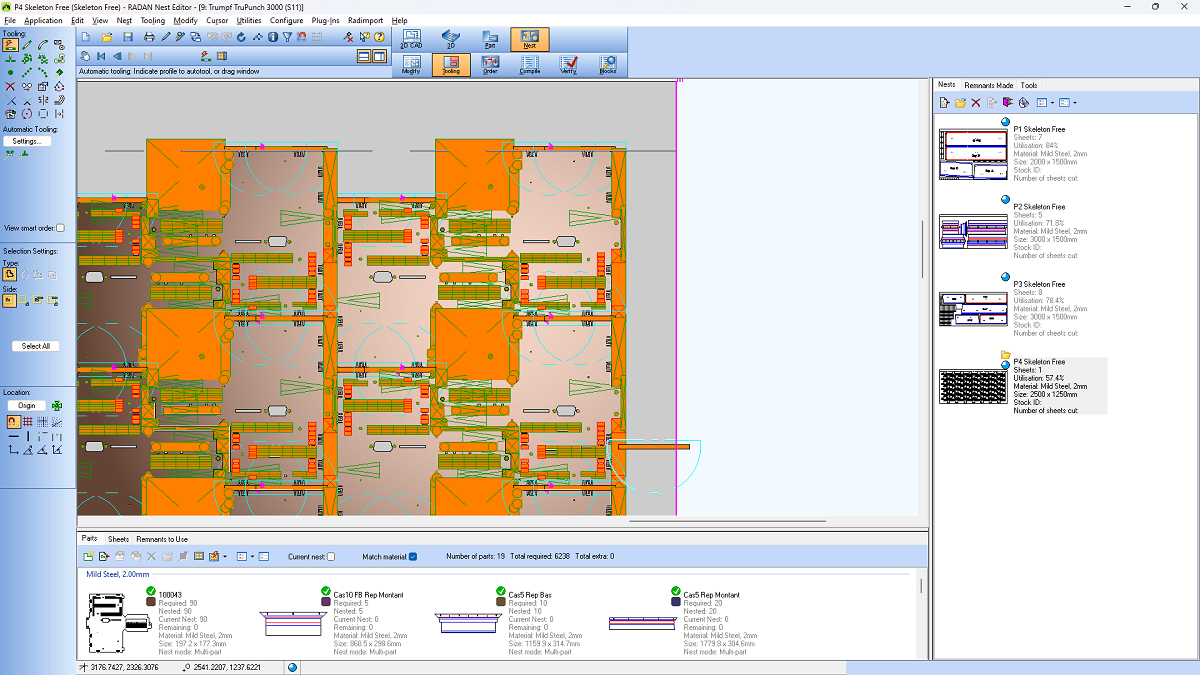
Közös vágás
Fiber lézervágók nagyon nagy gáznyomáson dolgoznak, ami hatására a közösvágáskor keletkező kisméretű hulladékok ütközésveszélyes állapotot idézhetnek elő. Ezen a kisméretű hulladékokat korábban nem lehetett automatikusan tartóhíddal ellátni ezért a közösvágásos technológia nem volt minden esetben gazdaságos és hatékony.
Kisméretű, leeső hulladékokat most már lehetőség van automatikusan tartóhíddal megfogni. Ezen felül, Radnest Ultimate nagyhatékonyságú táblakiosztást most már valóban korlátok nélkül tudjuk alkalmazni a közösvágásos technológiával is.
Ezzel ez új lehetőséggel többletmunka nélkül tudunk a korábbinál biztonságosabb, hatékony közösvágásos táblákat készíteni.
Radm-ax / Radtube
Több előgyártmány
Amellett, hogy a cső előgyártmányok különböző méretekben is elérhetőek, bizonyos esetekben a visszakövethetőség miatt is fontos tudni, hogy az előgyártmány melyik szállítmányból származik, azokat egyedi azonosítóval kell ellátni és egy készlet kezelő rendszerben nyomon kell követni.
A Radtube mostantól különféle előgyártmány hosszokat tud kezelni kiosztáskor, és nyomonköveti az előgyártmány azonosítókat. Az információk bevihetőek manuálisan vagy importálhatók CSV-fájlokon keresztül, és egészen a Riportlap készítésig, bizonyos gépeknél az NC-kódig nyomonkövethető.
Az előgyártmányok azonosítói és mennyiségük most megfelelően nyomon követhető, és a rendszer kiosztáskor figyelembe veszi az aktuális készletet a felhasználó beavatkozása nélkül. A gépkezelő mindig helyes információt kap, így kisebb a hiba lehetősége.
Radbend
Kisméretű szerszámok kisebb megfogási felülete, így instabilabbak. Ezeket a kis szerszámokat nem javasolt a szerszámcsoport szélein alkalmazni.
A kis szerszámszegmensek most már automatikusan a szerszámcsoport belsejébe kerülnek elhelyezésre. Bármilyen szerszám szegmenshez be lehet állítani, hogy a szegmens nem kerülhet a szerszámcsoport szélső pozíciójába.
Ezzel az új opcióval növekszik a szerszámstabilitás anélkül, hogy megnövekedne a programozásra fordított idő.
Radquote
Sok alkatrészt tartalmazó ajánlatoknál az alkatrészek feltöltése sok munkát igényel, valamint sok hibázási lehetőséget is rejt magában. Az új verzióban már lehetőség van alkatrész listák és adatok automatikus beolvasására CSV fájl alkalmazásával. Ezzel nagyban gyorsítható az adatfeltöltés és minimalizálható a hibázási lehetőség.
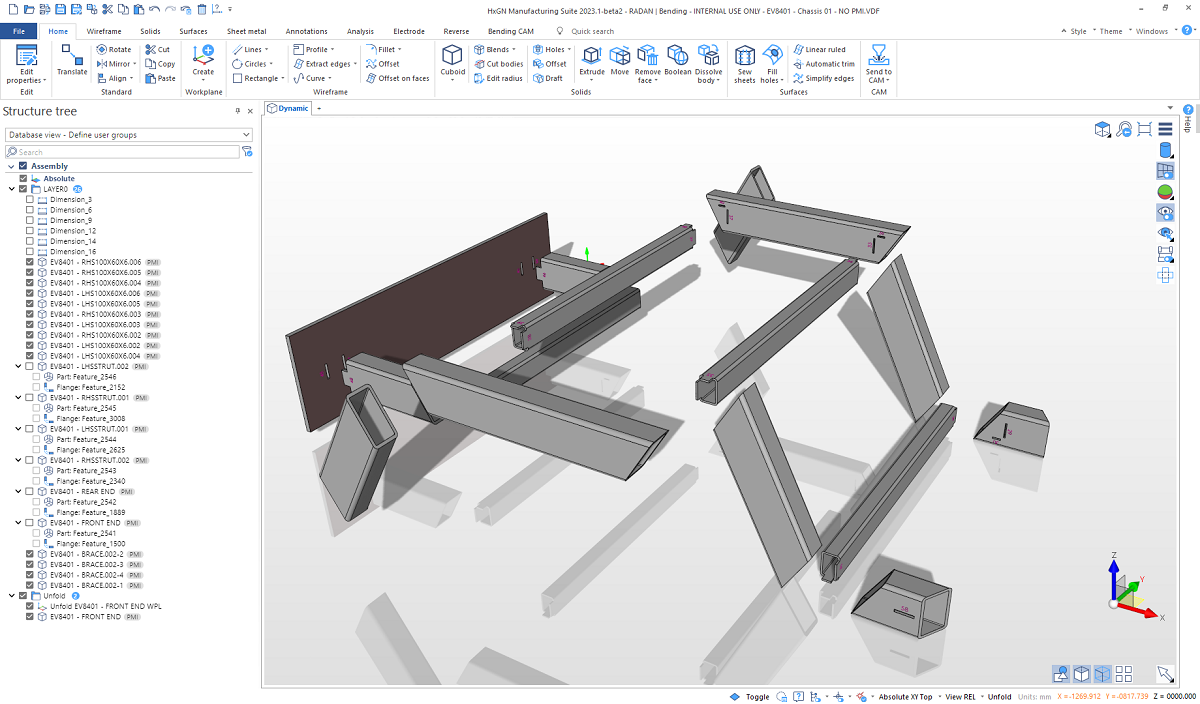
DESIGNER
Szerelések
Nagyméretű szereléseknél időigényes az alkatrész lista elkészítése és sok hiba lehetőséggel jár. Ezen kívül az alkatrész listában több információra is szükségünk lehet a kereskedelmi tételek megrendeléséhez vagy az alkatrészek gyártásához.
A DESIGNER 2023.1 lehetőséget nyújt a felismert 1D (cső, profil) keresztmetszetek automatikus kategorizálására és egyéb alkatrész típusok kézi megadására. A Megmunkálási Csomag mostantól tartalmazza a felismert alkatrész méret információit is.
Kevesebb ráfordítási idő és kisebb hibázási lehetőség. A DESIGNER most már képes létrehozni egy egyszerű vágási listát bizonyos alkatrész típusokhoz.
Lemezalkatrész
A DESIGNER egy jó eszköz 2D rajzok készítésére, de eddig nem volt lehetőség lemezalkatrész specifikus adatok kezelésére.
Az új verzióban már lehetséges a 2D rajzokhoz gyártásspecifikus adatokat is beállítani, mint például a hajlítási adatok.
Ezek az információk továbbíthatók, például a gépkezelő felé.
Ügyféltámogató mérnök, szakterülete a CAM rendszerek.
Magyarkanizsán a Beszédes József Mezőgazdasági és Műszaki Iskolaközpontban folytatta tanulmányait gépésztechnikus, számítógépes szerkesztő szakon, itt ismerkedett meg Solid Edge-el, amit 3 éven keresztül tanult a tanórákon és otthon. Főiskolát a Szabadkai Műszaki Szakfőiskolán végezte, mint Gépészmérnök. Szerencsére itt is végig kísérte a Solid Edge így a CAD tudása nem kopott meg. Miután megszerezte a diplomáját, ismét kapcsolatban lépett a jelenlegi munkahelyével, amit korábban az iskolai évei alatt részt vett versenyek miatt már ismert. Végül a CAM-es területen helyezkedett el, amiben egy újabb kihívást látott, mert mindig is érdekelte ez a szakterület.