

Síkfelület megmunkálás lehetőségei marási környezetben
Síkfelületet többféle forgácsolási eljárással tudunk készíteni. Akár egy egyszerű oldalazással esztergagépen, marással, véséssel, köszörüléssel, vagy akár szikraforgácsolással is. Jelen esetben a marási környezetet fogom előtérbe helyezni.
Vizsgálódjunk, elemezzünk!
E felületeket több szemszögből is megvizsgálhatom, ugyanúgy, mint amikor megkapok egy legyártandó alkatrészt. Figyelembe veszem a munkadarab alakját, kifutását, mélységeit, anyagát…stb.
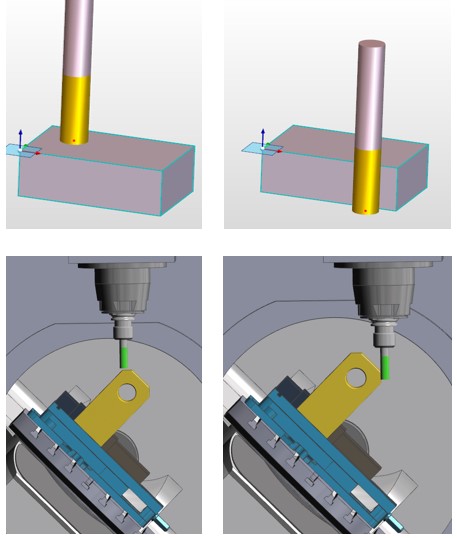
Első körben nézzük meg, hogy milyen szöget zár be a megmunkálandó felület a szerszám tengelyéhez képest.
Ha merőleges vagy épp párhuzamos, abban az esetben elegendő számunkra 2,5 tengelyes környezet, mind a szerszámgépet tekintve, mind az EDGECAM környezetét tekintve. Abban az esetben, ha ez a felület egy bizonyos szöget zár be a szerszám tengelyéhez képest, akkor már 4 – vagy 5- tengelyes megmunkálásban kell gondolkodnunk. Egyedi esetben, ha nem rendelkezünk forgó vagy billenő tengelyekkel vagy akár az alkatrész méretéből adódóan előfordulhat, hogy speciális készüléket kell terveznünk, ami segítségével ugyanúgy 2,5-tengelyes környezetben meg tudjuk munkálni az adott alkatrészt egy plusz műveletben, felfogásban. Ha az adott felület funkciója, felületi minősége lehetővé teszi, akár 3D-s felületmarással is besimíthatjuk a bedöntött síkfelületet, elkerülve a plusz felfogás és készülékezés szükségességét. Mindenképp tisztában kell lennünk azzal, hogy milyen lehetőségeink vannak műhelyen belül, milyen gépparkkal és kiegészítőikkel rendelkezünk. Ez ugyanúgy igaz az EDGECAM által nyújtott lehetőségekre is.
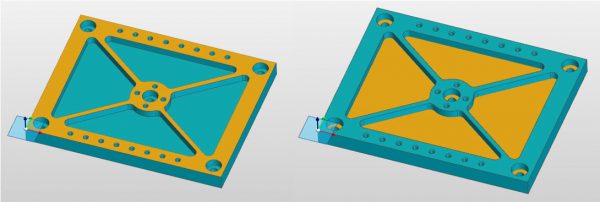
A szerszámtengelyre merőleges síkfelületek kifutásuk szerint két részre oszthatóak. Szabad kifutású felületekre, például az alkatrészünk vagy előgyártmányunk legfelső síkja lehet ilyen felület. A másik csoportba tartoznak a korlátolt kifutású felületek, amelyek lehetnek zárt vagy nyitott zsebek, szigetek síkfelületei. Ez a csoportosítás fontos lehet számunkra szerszámválasztáskor. Szabadkifutású felületeknél nyugodtan választhatunk 45 fokos síkmarófejet, míg korlátolt kifutású felületek esetén ez nem célszerű.
A megmunkálást a szerszámok szemszögéből is megvizsgálhatjuk. Nem mindegy, hogy cserélhető fejű síkmaró szerszámmal állunk neki – aminek 45 vagy 90 fokos a belépési szöge-, váltólapkás szármaróval, keményfém vagy gyorsacél szerszámmal, vagy esetleg ütőkéssel munkálunk meg. Dolgozhatunk akár a szerszám homlokával vagy a palástjával is. Alapvetően a helyes ciklus kiválasztását az adott geometria határozza meg, amihez nekünk kell megfelelő szerszámot választanunk.
Nézzük meg az EDGECAM által nyújtott megmunkálási lehetőségeket. A síkmaró ciklust általában szabad kifutású felületekhez használjuk. Előgyártmányok előkészítéséhez, alkatrészek felső síkfelületeinek megmunkálásához. A síkfelület simító ciklust oldalfallal rendelkező zárt vagy nyitott zsebek, szigetek síkfelületeinek megmunkálásához használjuk. Felület kifutásától függetlenül alternatív megoldás lehet számunkra a nagyoló ciklus, simító ciklus, horonymaró ciklus vagy akár a fúró ciklus spirális beállítással.
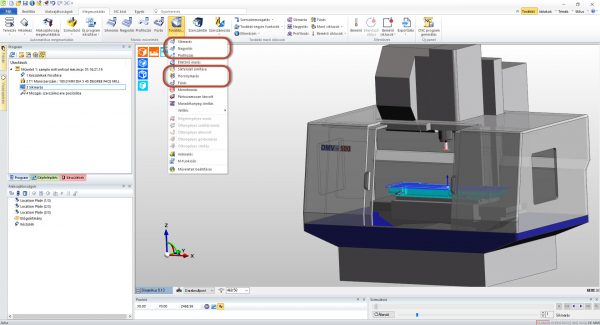
A cikkhez tartozó videóban bemutatom a síkmaró és síkfelület simító ciklusokat, illetve ugyanazon az alkatrészen 1-1 alternatív megoldást is.
Ügyféltámogató mérnök, szakterülete az EDGECAM. Gyerekkora óta érdekelték a műszaki dolgok, keleti gyártmányú csodák, autók, motorok szerelése, bütykölése. Ebből kifolyólag választotta a műszaki pályát, amin belül CAD/CAM szakon végzett. Előző munkahelye által megismerkedett a CNC szerszámgépek széles skálájával, ezáltal különféle forgácsolási eljárásokkal is. Jelen pozíciójában EDGECAM ügyféltámogató mérnökként dolgozik.