
Startfuratok zÃĄrt zsebek megmunkÃĄlÃĄsÃĄhoz
Ebben a cikkben a zÃĄrt zsebek megmunkÃĄlÃĄsÃĄt elÅsegÃtÅ StartfuratokrÃģl ÃĐs azok elkÃĐszÃtÃĐsÃĐrÅl lesz szÃģ. KÃĐt videÃģt is kÃĐszÃtettem ezzel kapcsolatban, Ãgy mindenki maga dÃķntheti el melyik megoldÃĄs szÃĄmÃĄra a legkedvezÅbb. Ezeknek a furatoknak az a lÃĐnyege, hogy a nagyolÃģ ciklusunk ÃĄltal generÃĄlt pÃĄlyÃĄkat, a szerszÃĄmunk Úgy tudja elvÃĐgezni, hogy a megfelelÅ mÃĐlysÃĐgre sÞllyedÃĐs ne az anyagban tÃķrtÃĐnjen speciÃĄlis spirÃĄlis vagy lejtÅs pÃĄlyÃĄk megtÃĐtelÃĐvel, hanem a mÃĄr elÅre elkÃĐszÃtett furatainkban gyorsjÃĄrattal ÃĄlljon a szerszÃĄm megfelelÅ mÃĐlysÃĐgre.
Ily mÃģdon rengeteg gÃĐpidÅt tudunk megspÃģrolni, arrÃģl nem is beszÃĐlve, hogy a szerszÃĄmaink ÃĐleit nagymÃĐrtÃĐkben megkÃmÃĐljÞk a szÃĄmukra nem optimÃĄlis terhelÃĐsektÅl. Ãgy gondolom, ha a ciklusidÅnk, illetve szerszÃĄmkopÃĄsunk mÃĐrtÃĐkÃĐnek csÃķkkentÃĐsÃĐt szÃĄmok formÃĄjÃĄban is bemutatjuk a vezetÅsÃĐgnek akkor akÃĄr mÃĐg egy nagyobb vÃĄllveregetÃĐst is kaphatunk cserÃĐbe.
A videÃģkban tÃķbb lehetÅsÃĐget is bemutatok nektek, hogyan tudunk Startfurat pozÃciÃģkat generÃĄlni, ÃĐs azokat elkÃĐszÃteni.
SzerszÃĄmpÃĄlyÃĄkhoz furat kÃĐszÃtÃĐse
Az elsÅ videÃģban azt mutatom be, hogy mennyire egyszerÅąen lehet a kivÃĄlasztott stratÃĐgiÃĄk ÃĄltal generÃĄlt szerszÃĄmpÃĄlyÃĄkhoz furatokat kÃĐszÃteni. Az EDGECAM automatikusan lÃĐtrehoz az elkÃĐszÞlt nagyolÃģ ciklushoz optimalizÃĄlva egy vagy akÃĄr tÃķbb furatpozÃciÃģt, amiben a szerszÃĄmunk sÞllyedni tud.
FigyelnÞnk kell arra, ha utÃģlag szerkesztjÞk a ciklusunkat, akkor a program felÞlbÃrÃĄlhatja az eredeti pozÃciÃģk helyeit, ÃĐs mÃĄshovÃĄ generÃĄlja a sÞllyedÃĐsi pontokat. Ha az Ãgy kapott, Új furathelyeinket nem mÃģdosÃtjuk a programunkban, az szerszÃĄmtÃķrÃĐshez, ÞtkÃķzÃĐshez is vezethet.
A kÃĐpen lÃĄthatÃģ a kÃĐt Startfurat az elkÃĐszÞlt nagyolÃģ pÃĄlyÃĄnkhoz:
Startfurat lÃĐtrehozÃĄsa meghatÃĄrozott pozÃciÃģkban
A mÃĄsodik videÃģban mutatom meg, hogyan tudunk sajÃĄt magunk ÃĄltal meghatÃĄrozott pozÃciÃģkba Startfuratokat lÃĐtrehozni. Ezeket nem fontos a megmunkÃĄlÃĄs teljes mÃĐlysÃĐgÃĐig lefÚrni, mert az EDGECAM automatikusan kezeli, ÃĐs a startfurat aljÃĄnak elÃĐrÃĐsekor, a beÃĄllÃtÃĄsoknak megfelelÅ sÞllyedÃĐsi pÃĄlyÃĄkat generÃĄl, ha nem elÃĐg mÃĐly a furatunk. Ez talÃĄn kÃķrÞlmÃĐnyesebbnek tÅąnik az elÅzÅ megoldÃĄsnÃĄl viszont, ha szerkesztem a ciklusomat, akkor is abbÃģl a pozÃciÃģbÃģl szÃĄmolja a sÞllyedÃĐsi pontoknak a program, amit mÃĄr elÅzÅleg kijelÃķltÞnk, ÃĐs kifÚrtunk, Ãgy elkerÞlve a nem kÃvÃĄnt meglepetÃĐseket, pÃĐldÃĄul gyorsjÃĄrattal valÃģ sÞllyedÃĐst az anyagban, amit nem annyira szeret sem a szerszÃĄmunk, sem pedig a vÃĄllalati kÃķltsÃĐgvetÃĐs.
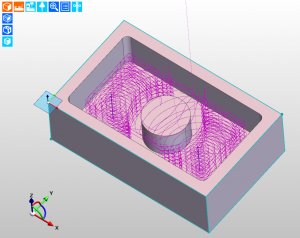
Ezen az elmetszett kÃĐpen lÃĄthatÃģ a kÞlÃķnbsÃĐg, a kÃĐt sÞllyedÃĐsi pÃĄlya kÃķzÃķtt:

A teljes videÃģk elÃĐrhetÅek a szoftverkÃķvetÃĐssel rendelkezÅ felhasznÃĄlÃģink szÃĄmÃĄra a MEGÃJULT ÞgyfÃĐltÃĄmogatÃĄsi oldalunkon: https://enterprise-group.hu/plm/support
RemÃĐlem sikerÞlt ezekkel a bemutatott lehetÅsÃĐgekkel megkÃķnnyÃtenem a napi munkÃĄtokat, ÃĐs a fÅnÃķkÃķtÃķk rÃĐszÃĐrÅl sem marad el az elismerÃĐs a munkÃĄtok illetÅen.