
Több nullpont, több alkatrész, egy program
Több alkatrész megmunkálása külön nullpontok szerint
A különböző programozási feladatok során gyakran előfordul, hogy egyidejűleg több alkatrészt szeretnénk megmunkálni.
Ennek egy lehetséges megoldását fogom részletezni néhány sorban, és megvalósítását bemutatni EDGECAM-ben.
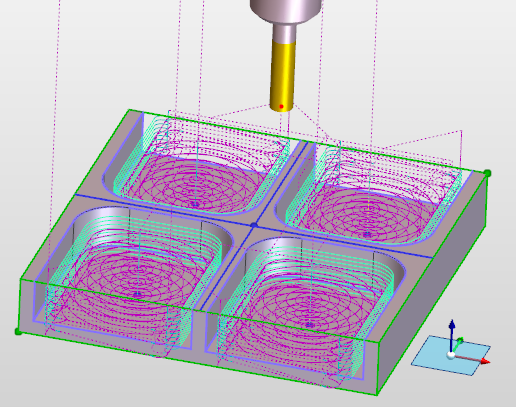
Elsőként elkészítem a megmunkálást, amelyet meg szeretnék ismételni a további, megmunkálásra váró darabok esetében, majd elmentem komponens néven a fájlt.
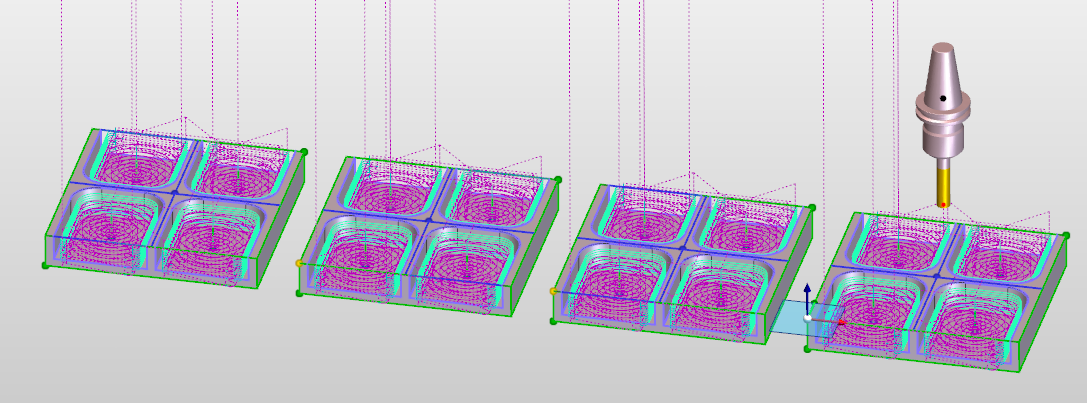
A következő lépés a többi, eltolt nullpont létrehozása. Jelen esetben mivel az alkatrész X irányú mérete 250mm, ezért készítsünk, X-ben 300mm-re egymástól annyi nullpontot ahány alkatrészt szeretnénk megmunkálni, ez három, további nullpontot jelent.
Ezt követően a lementett megmunkálást, komponensként vissza szúrjuk az EDGECAM-be, ügyelve arra, hogy a fájlokkal a megmunkáló programot is szúrjuk be egyidejűleg.
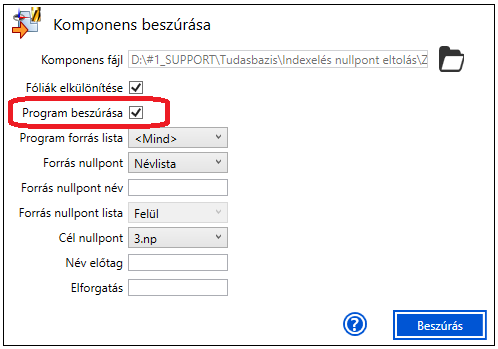
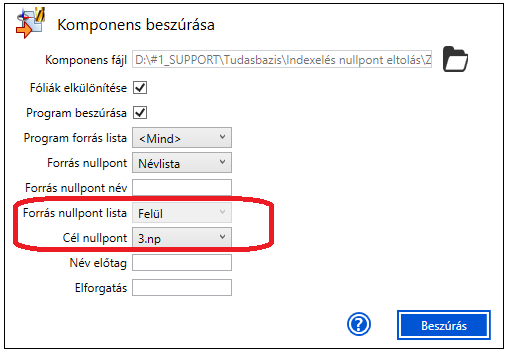
Beszúrási cél nullpontnak azt a koordinátarendszert kell megadni ahová szeretném az alkatrészt, forrás nullpontnak, pedig azt, ami szerint a beszúrást el akarom végezni.
Ezt megismételjük, annyiszor ahány alkatrészt szeretnénk megmunkálni.
Ezzel azt értük el, hogy a programablakban négy, egymástól külön álló megmunkáló program szerepel.
A koordinátarendszerek közötti váltáshoz, az egyes megmunkáló programokban az első szerszám elé a nullpont számának megfelelő indexálást szúrunk.
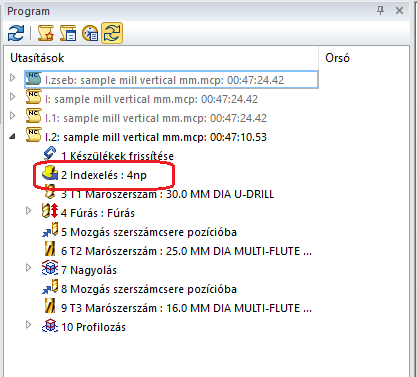
Jelen esetben a nullpont orientáltsága nem változik, csak X irányú eltolásban különböznek egymástól.
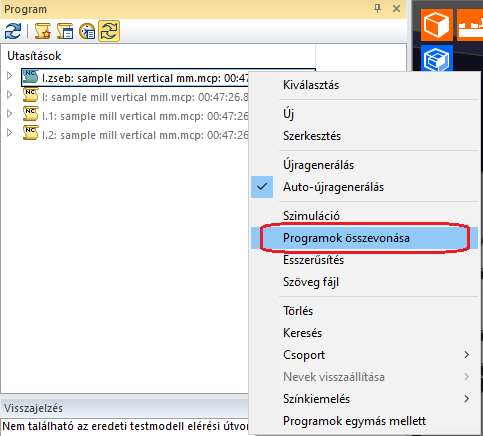
Annak érdekében, hogy a négy programból egy NC fájlt kapjunk, a programokat össze kell vonnunk egy programmá. Ezt a programok összevonása utasítás hatására fűzi össze nekünk a CAM egy fájlba.
Jelen beállításokkal minden CAM-ben készített nullpontnak (2.np, 3.np… stb.) a valóságban is egy újabb nullpont felel meg. (G55, G56..stb)
A szimulációból kiderül, hogy alkatrészenként szegmentál a szoftver, ezt módosíthatjuk úgyis, hogy szerszámonként történjen. Ebben az esetben az első szerszám (D30 U-Drill) csak annak végeztével megy el szerszámcserére, ha minden fúrási feladatot elvégzett.
Ilyenkor a többi, az adott szerszámhoz köthető szerszámcsere mozgás törlődik, azaz egyszer meghívja a szerszámot, majd az összes alkatrész megfúrása után elküldi szerszámcserére.
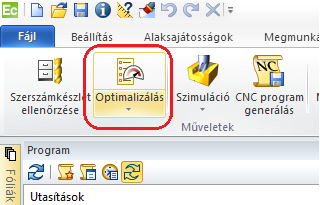
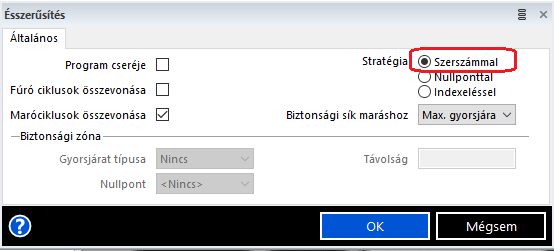
Ezt egy úgynevezett optimalizálás parancs segítségével tudjuk elérni. Itt megadhatjuk, hogy szerszámmal vagy nullpont alapján szeretnénk az ésszerűsítést elvégezni.
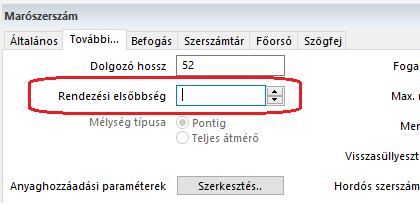
A szerszámokhoz prioritást a rendezési elsőbbség mezőjében adhatunk, a marószerszám szerkesztése menüben. Az üresen hagyott mezők értéke alapértelmezetten 0. Azonos rendezési elsőbbség számok esetén, az algoritmus azt figyeli, melyik dolgozik előbb a programban. Minél kisebb számot írunk, a mezőbe annál nagyobb prioritást kap az adott szerszámhoz tartozó művelet.
Az így optimalizált és összevont programunkat szimulációban ellenőrizhetjük.
A bemutatott lehetőségekkel el tudtuk érni, hogy a több, különálló megmunkáló programból egy összefüggő program jöjjön létre.
Az ésszerűsítéssel pedig a megmunkálás sorrendjét tudjuk felülbírálni, mely által csökkennek a mellékidők, a szerszám kihasználtsága nő.