
EDGECAM SzerszÃĄmgÃĐp kezelÅ hasznÃĄlata
Mivel az EDGECAM egyarÃĄnt nagy hangsÚlyt fektet a fÅ- ÃĐs mellÃĐkmozgÃĄsok megjelenÃtÃĐsÃĐre, ezÃĐrt elÅre ki kell vÃĄlasztani egy postprocesszort, mÃĐg az elsÅ szerszÃĄmpÃĄlya elkÃĐszÃtÃĐse elÅtt.
A postprocesszorok tartalmazzÃĄk a nyelvi fordÃtÃģt (szintaktikÃĄt) ÃĐs gÃĐpmodellt (gÃĐpmodell ÃĐs kinematika) egyÞttesen. A minÃĐl pontosabb mozgÃĄsok megjelenÃtÃĐse ÃĐrdekÃĐben ÃĄllÃtjuk be a gÃĐpi kezdÅ pozÃciÃģkat, a lÃķkettartomÃĄnyokat, darab beillesztÃĐsi pozÃciÃģkat post oldalrÃģl.
A felhasznÃĄlÃģi oldalrÃģl pedig megadhatjuk, hogy hova kerÞlt a munkatÃĐrben a nyersanyag, valamint, hogy mekkora szerszÃĄmkinyÚlÃĄsokkal tervezÞnk dolgozni. Ezek megadÃĄsa kiemelten fontos, ha tÃķbb tengelyes megmunkÃĄlÃĄsokat tervezÞnk vÃĐgezni, vagy akÃĄr egy egyszerÅą 3 tengelyes gÃĐpen tÚlmÃĐretes alkatrÃĐszeket tervezÞnk forgÃĄcsolni.
A virtuÃĄlis tÃĐrben felÃĐpÃtett ÃĐs a valÃģsÃĄgot tÞkrÃķzÅ munkadarab- ÃĐs kÃĐszÞlÃĐkelhelyezÃĐsek, a szerszÃĄm- ÃĐs befogÃģ kinyÚlÃĄsok, valamint ezek alakjainak pontos meghatÃĄrozÃĄsÃĄval nagy mÃĐrtÃĐkben tudjuk nÃķvelni a szimulÃĄciÃģk pontossÃĄgÃĄt, ezÃĄltal nÃķvelve a termelÃĐkenysÃĐget.
AutomatizÃĄlÃĄsok kis lÃĐpÃĐsben
Mint lÃĄthatÃģ, sok beÃĄllÃtÃĄsra lehet szÞksÃĐg, ugyanakkor az EDGECAM mÃķgÃķtt futÃģ adatbÃĄzisokra tÃĄmaszkodva. LÃĐnyegesen egyszerÅąsÃthetÅ feladatokrÃģl van szÃģ, a testreszabott felÃĐpÃtÃĐsÃĐvel akÃĄr ÃĄrajÃĄnlati automatizÃĄlÃĄsok is elvÃĐgezhetÅek. Ilyen automatizÃĄlÃĄsi eszkÃķz EDGECAM kÃķrnyezetben a TOOLKIT is, melyrÅl az alÃĄbbi kÃĐt linken tÃķbb informÃĄciÃģ ÃĐrhetÅ el:
https://blog.eplm.hu/eplm-toolkit-2022-1/
https://blog.eplm.hu/webinar_archive/eplm-toolkit-ut-az-automatizalas-fele/
AdatbÃĄzisokat mÃĄrpedig mindenki hasznÃĄlt mÃĄr, az is, aki csak egy szerszÃĄmpÃĄlyÃĄt kÃĐszÃtett az EDGECAM segÃtsÃĐgÃĐvel, hiszen mÃĄr a szerszÃĄm meghatÃĄrozÃĄst egy adatbÃĄzisbÃģl vÃĐgeztÞk el.
A sok, EDGECAM mÃķgÃķtt futÃģ adatbÃĄzisbÃģl mai cikkemben a SzerszÃĄmgÃĐp kezelÅ hasznÃĄlatÃĄra ÃĐs mÅąkÃķdÃĐsÃĐre szeretnÃĐk kitÃĐrni.
SzerszÃĄmgÃĐp kezelÅ
Az EDGECAM SzerszÃĄmgÃĐp kezelÅ tartalma mindig az aktÃv szerszÃĄmtÃĄr adatbÃĄzistÃģl fÞgg ÃĐs a bevezetÅbÅl is mÃĄr sejthetÅ volt, hogy adatbÃĄzisrÃģl lesz szÃģ, ami megint csak hasznos, ha az naprakÃĐsz.
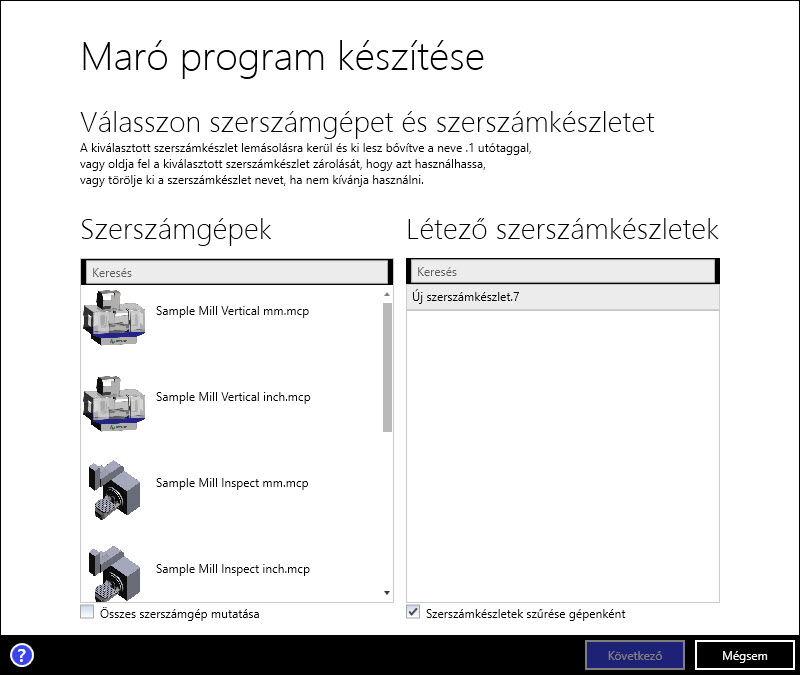
Ha mÃĄr beÃĄllÃtottuk az igÃĐnyeinkre, akkor marÃĄsi kÃķrnyezetben gondolkodva, a marÃģ program kÃĐszÃtÃĐse ablakban csak azok a postok/szerszÃĄmgÃĐpek jelennek meg. Ezek az Þzemben megtalÃĄlhatÃģak, ellenkezÅ esetben csak az alapÃĐrtelmezett listÃĄbÃģl vÃĄlaszthatunk:
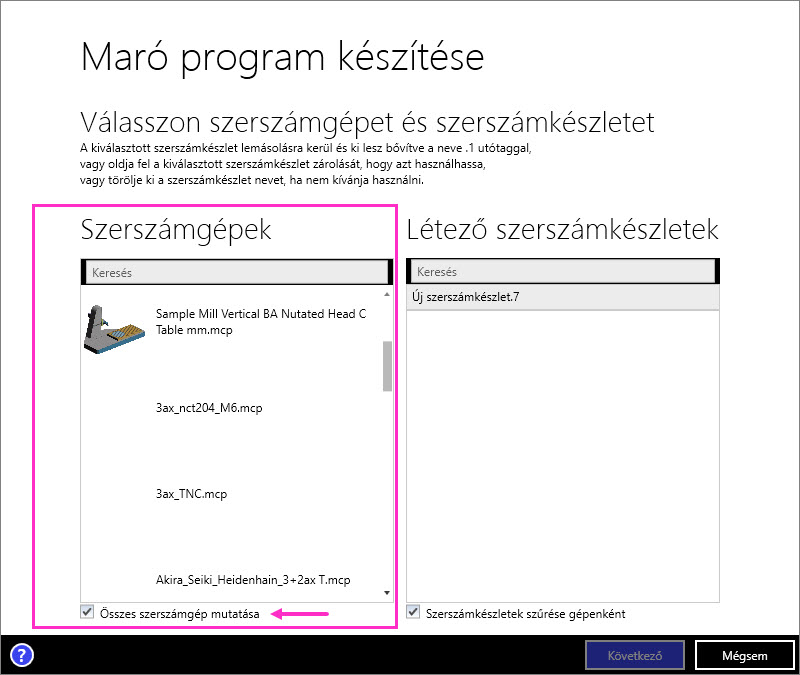
Ha nincs mÃĐg beÃĄllÃtva, akkor SzerszÃĄmgÃĐpek ablak alatt az Ãsszes szerszÃĄmgÃĐp mutatÃĄsa lehetÅsÃĐggel a Machdef mappÃĄnkba mÃĄsolt postok teljes listÃĄja megjelenik. ArrÃģl korÃĄbbi cikkemben Ãrtam, hogy ezt a mappÃĄt is cÃĐlszerÅą hÃĄlÃģzatra ÃĄthelyezni, hogy minden felhasznÃĄlÃģ ugyanazt a tartalmat ÃĐrje el:
https://blog.eplm.hu/edgecam-telepites-utani-alapbeallitasok-a-kozos-hasznalathoz/
MarÃģ program kÃĐszÃtÃĐse ablak a mÃĄr aktivÃĄlt Ãsszes szerszÃĄmgÃĐp mutatÃĄsa mellett:
TÃķltsÞk fel a gÃĐpparkunkat ÃĐs nÃĐzzÞk meg, hogy ÃĐrvÃĐnyesÞlnek az Új beÃĄllÃtÃĄsok!
A SzerszÃĄmgÃĐp kezelÅt az IndÃtÃģpulton keresztÞl lehet elÃĐrni:

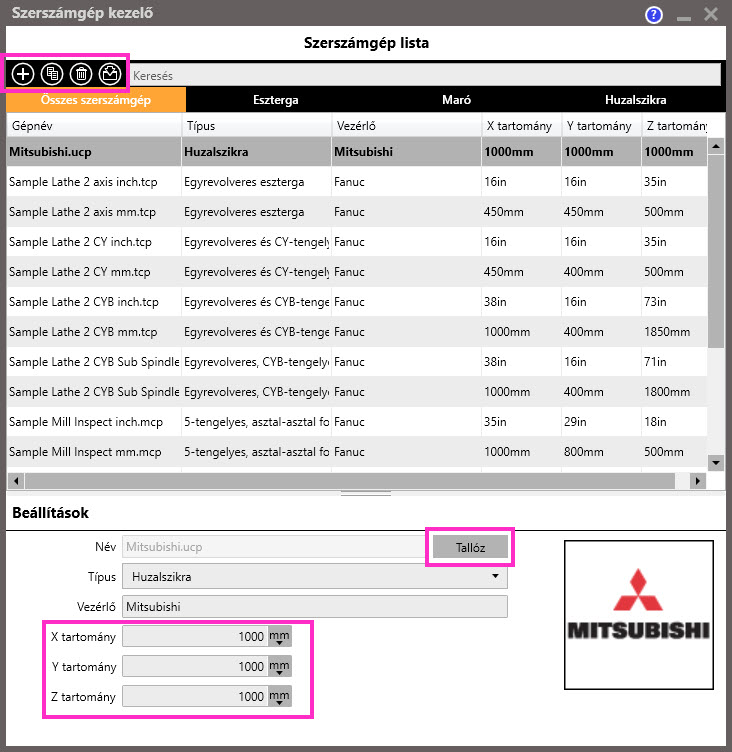
Mint lÃĄthatÃģ, a SzerszÃĄmgÃĐp kezelÅ felÃĐpÃtÃĐse egyszerÅą, a bal felsÅ sarokban a â+â jellel lehet hozzÃĄadni Új szerszÃĄmgÃĐpre illesztett postprocesszort. Alul a BeÃĄllÃtÃĄsok rÃĐsznÃĐl tudjuk tallÃģzni az mcp (marÃģ), tcp (eszterga), ucp (huzalszikra) kiterjesztÃĐsÅą komponenseit. ÃrtelemszerÅąen, a mÃĄsodik ikonnal mÃĄsolhatunk, a harmadikkal tÃķrÃķlhetÞnk.
A negyedik ikonnal a Machdef mappÃĄban lÃĐvÅ Ãķsszes postunkat egy kattintÃĄssal hozzÃĄadhatjuk a kezelÅhÃķz.
SzerszÃĄmgÃĐpenkÃĐnt megadhatjuk, hogy melyik gÃĐp milyen vezÃĐrlÃĐssel ÃĐs gÃĐpfelÃĐpÃtÃĐssel rendelkezik. TovÃĄbbÃĄ lent megadhatÃģ, hogy mekkora a maximÃĄlis alapanyag mÃĐret, amit meg tudunk munkÃĄlni az adott tengelyirÃĄnyokban.
Hol hasznosÃthatjuk a beÃĄllÃtÃĄsokat?
Ezeket a mezÅket az Új program kÃĐszÃtÃĐsekor figyelembe veszi az EDGECAM ÃĐs alapbÃģl nem kÃnÃĄlja fel azokat a szerszÃĄmgÃĐpeket, amiknek valamely tartomÃĄnyÃĄt a beÃĄllÃtott elÅgyÃĄrtmÃĄny meghaladja, azaz, pont Úgy mÅąkÃķdik itt is az elÅszÅąrÃĐs, mint a KÃĐszÞlÃĐkkezelÅ esetÃĐben a satu vagy tokmÃĄny kivÃĄlasztÃĄsakor. Ha az EDGECAM kiszÅąrte a gÃĐpet ÃĐs nem kÃnÃĄlja fel a listÃĄban, akkor az Ãsszes szerszÃĄmgÃĐp mutatÃĄsa lehetÅsÃĐggel Újra elÅhÃvhatÃģ.
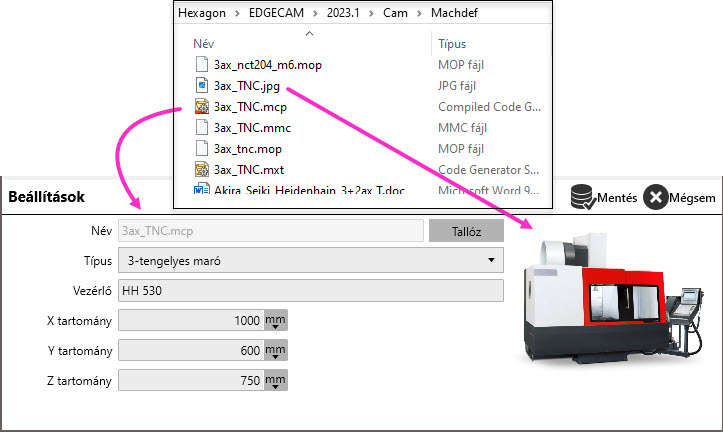
Ha a post mellÃĐ azonos nÃĐvvel bemÃĄsolunk egy .jpg kiterjesztÃĐsÅą fÃĄjlt, akkor a szerszÃĄmgÃĐp grafikusan is megjelenÃthetÅ mind ebben az ablakban, mind a megmunkÃĄlÃĄst indÃtÃģ ablakban:
KitÃķltve a fenti adatokat, a Workflow legelsÅ lÃĐpÃĐsÃĐnÃĐl, a BeÃĄllÃtÃĄsok ablakban a forgatÃĄsok (nullpontbeÃĄllÃtÃĄsok) utÃĄn lÃĄtott Darab mÃĐretei ezen a ponton nyernek ÃĐrtelmet:
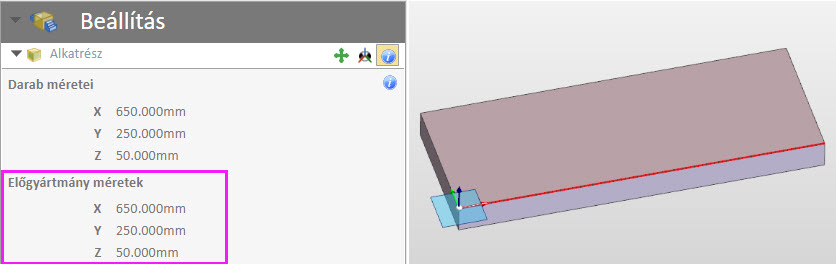
A SzerszÃĄmgÃĐp kezelÅben megadott tartomÃĄnyokkal Ãķsszeveti az EDGECAM a darab mÃĐreteket:
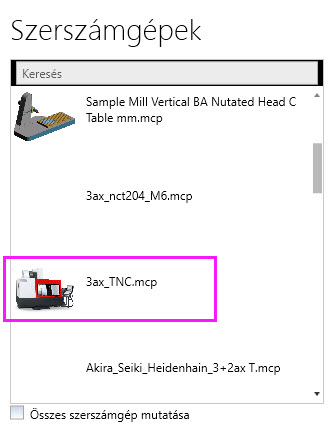
Az X irÃĄnyÚ kiterjedÃĐsre koncentrÃĄlva, ha darabot Úgy tÃĄjolom, hogy az X tengely a darab hosszabb oldala, akkor a fentebb megadott tartomÃĄnyba belefÃĐr az elÅgyÃĄrtmÃĄny ÃĐs felkÃnÃĄlja vÃĄlaszthatÃģ postprocesszorkÃĐnt a â3ax_TNCâ nevÅą gÃĐpet. Ha ugyanezt az alkatrÃĐszt Úgy ÃĄllÃtom be, hogy az Y tengelyre esik a hosszabb ÃĐl, akkor tÚlmÃĐretes az alkatrÃĐsz ÃĐs mÃĄr nem ajÃĄnlja fel.
FelÞlbÃrÃĄlni a mÃĄr emlÃtett, Ãsszes szerszÃĄmgÃĐp mutatÃĄsÃĄval lehet.
BelÃĄthatÃģ, hogy ha befoglalÃģ mÃĐreteket kÃvÞlrÅl is kÃķrbe kell jÃĄrni, akkor a darab mÃĐretein felÞl a legnagyobb tervezett szerszÃĄmÃĄtmÃĐrÅvel, valamint annak rÃĄ- ÃĐs leÃĄllÃģ mozgÃĄsaival is szÃĄmolnunk kell ÃĐs ennek a tartomÃĄnynak bele kell fÃĐrnie a bejÃĄrhatÃģ lÃķkettartomÃĄnyba is, kÞlÃķnben vÃĐgÃĄllÃĄsra futtatjuk a szerszÃĄmgÃĐpet.
Ilyen egyszerÅą adatbÃĄzis elemek felÃĐpÃtÃĐsÃĐvel ÃĐs napi szintÅą rutinnÃĄ tÃĐtelÃĐvel lehet lÃĐpÃĐsenkÃĐnt eljutni odÃĄig, hogy a fentebb emlÃtett ÃĄrajÃĄnlat adÃĄsig eljusson a vÃĄllalkozÃĄsunk.
MinÃĐl magasabb szinten hasznÃĄljuk az eszkÃķzeinket, annÃĄl nagyobb termelÃĐkenysÃĐget ÃĐrhetÞnk el. Az eszkÃķzink megismerÃĐse pedig elengedhetetlen a jobb hasznÃĄlathoz. Az alÃĄbbi cikkben van nÃĐhÃĄny szemlÃĐletes pÃĐlda a jÃģ ÃĐs rossz âeszkÃķzâ hasznÃĄlatra:
https://blog.eplm.hu/cad-cam-tanulas-eszkoz/
ÃsszefoglalÃĄs
A fenti pÃĐldÃĄn keresztÞl lÃĄthatÃģ, hogyha a SzerszÃĄmgÃĐp kezelÅben a valÃģs lÃķkettartomÃĄnyt felvÃĐtele helyett a szerszÃĄmgÃĐpen engedÃĐlyezett maximÃĄlis alkatrÃĐsz mÃĐretet hatÃĄrozzuk meg. Ekkor az EDGECAM filozÃģfiÃĄjÃĄbÃģl adÃģdÃģan, az elÅszÅąrÃĐsi szabÃĄlyoknak megfelelÅen szÅąkÃti a listÃĄt. Ezen felÞl segÃti az elÅkÃĐszÃtÃĐst a mindennapokban ÃĐs egyÚttal felkÃĐszÃtjÞk a szoftverÞnket az automatizÃĄlÃĄsi lÃĐpÃĐsekre.
TechnikuskÃĐnt vÃĐgzett. TÃķbb, mint 5 ÃĐve erÅsÃti a Hexagon csapatÃĄt.
SzaktudÃĄsÃĄnak megÅrzÃĐse mellett folyamatosan tÃĄgÃtja ismeretei hatÃĄrait, kÞlÃķnÃķsen olyan kulcsfontossÃĄgÚ terÞleteken, mint a programozÃĄs, folyamatok finomhangolÃĄsa ÃĐs makrÃģ programozÃĄs.