
KÃķrszegmens marÃģk hasznÃĄlata
SimÃtÃĄs gyorsabban – KÃķrszegmens marÃģk hasznÃĄlata
Napjainkban (is) a kiÃĐlezett versenynek kÃķszÃķnhetÅen mÃĐg fontosabbÃĄ vÃĄlt, hogy egy-egy megmunkÃĄlÃĄs milyen gyorsan kÃĐszÞl el.
A precÃzebb ÃĐs stabilabb gÃĐpek hasznÃĄlata mellett a megmunkÃĄlÃģ szerszÃĄmok is fejlÅdnek, ennek eredmÃĐnyekÃĐpp elterjedÅben van a kÃķrszegmens tÃpusÚ marÃģ hasznÃĄlata.
Mivel a szerszÃĄmgyÃĄrtÃģk ezen irÃĄnyban fejlesztenek, elkerÞlhetetlen volt, hogy a CAM rendszerek is lÃĐpÃĐst tartsanak a felhasznÃĄlÃģi igÃĐnyekkel.
Ennek eredmÃĐnyekÃĐppen kÃķrszegmens marÃģkkal a simÃtÃģ marÃĄsi mÅąveleteket akÃĄr 2,5-szer rÃķvidebb idÅ alatt is kivitelezhetjÞk!
Mik azok a kÃķrszegmens marÃģk ?
AlapvetÅen hÃĄrom fÅ tÃpust lehet megkÞlÃķnbÃķztetni, attÃģl fÞggÅen, hogy milyen cÃĐlra hasznÃĄljuk azokat.
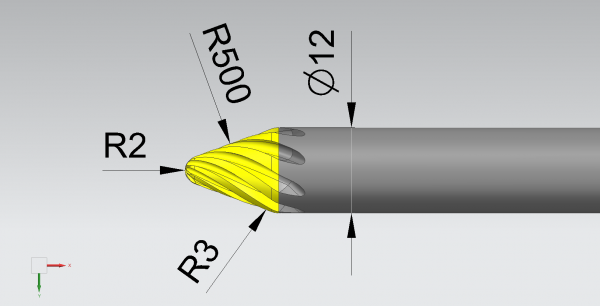
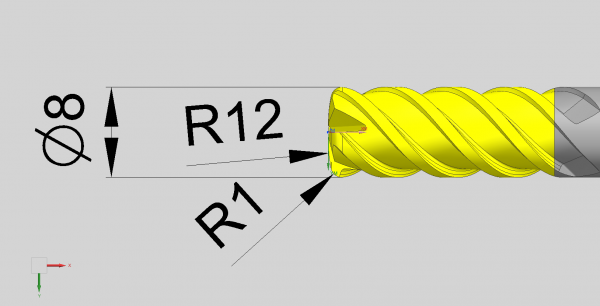
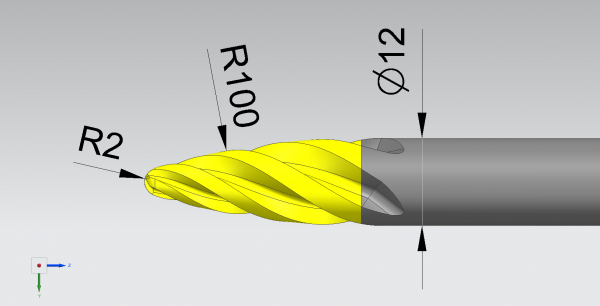
AlapvetÅen elmondhatÃģ, hogy mindegyik tÃpus esetÃĐn a dolgozÃģ ÃĐl rÃĄdiusza nagy – sokkal nagyobb, mint a hasonlÃģ ÃĄtmÃĐrÅjÅą “hagyomÃĄnyos” gÃķmb vÃĐgÅą marÃģkÃĐ. Ezen nagy rÃĄdiusz, vagy esetleg a kÚpos vÃĐgÅą marÃģ esetÃĐn a majdnem egyenes ÃĐl teszi lehetÅvÃĐ, hogy a fogÃĄsszÃĐlessÃĐg (stepover – ae) nagyobb legyen. EzÃĄltal csÃķkkentve a fogÃĄsok szÃĄmÃĄt ÃĐs a megmunkÃĄlÃĄsi idÅt. Mindegyik tÃpus esetÃĐn elmondhatÃģ, hogy csak egy bizonyos dÅlÃĐsszÃķg tartomÃĄnyban kÃĐpesek mÅąkÃķdni. Ezeket a mÅąkÃķdÃĐsi szÃķg tartomÃĄnyokat vagy a szerszÃĄmszÃĄllÃtÃģ megadja, vagy a szerszÃĄm geometriÃĄbÃģl szerkesztve mi is meg tudjuk adni. JellemzÅ mÃĐg az ilyen tÃpusÚ marÃģkra, hogy ÃĐrzÃĐkenyek a forgÃĄcs keresztmetszetre. VigyÃĄzni kell, hogy egyenletesen kicsi (0,05-0,15mm) legyen a fogÃĄsmÃĐlysÃĐg. Ez a gyakorlatban azt jelenti, hogy az elÅtte lÃĐvÅ nagyolÃĄs nem mehet tÚl nagy ÃĐrdessÃĐggel.
Hogyan is hasznÃĄljuk ezeket hatÃĐkonyan?
Az elÅzÅ bekezdÃĐsben tÃĄrgyalt elÅsimÃtÃĄsi kÃĐnyszer elsÅ kÃķrben korlÃĄtozÃģ tÃĐnyezÅ lehet, de ha a kÃķrszegmens marÃģk hasznÃĄlatÃĄt (ami egyÃĐbkÃĐnt is 5 tengelyes marÃĄst jelent!) kombinÃĄljuk az 5 tengelyes HDC nagyolÃĄssal akkor akÃĄr rÃĐszben el is felejthetjÞk az elÅsimÃtÃĄst. Ãgy megtakarÃtva a megmunkÃĄlÃĄsi idÅ felÃĐt!
Mivel ezek a mÅąveletek CAM hasznÃĄlatÃĄt igÃĐnylik, ezÃĐrt felmerÞl a kÃĐrdÃĐs, hogy hogyan is hozzunk lÃĐtre egy-egy mÅąveletet. Sok szoftverben sok-sok beÃĄllÃtÃĄsi lehetÅsÃĐg van az 5 tengelyes mÅąveletek esetÃĐn, ezek nagy szÃĄmÚ kombinÃĄciÃģja azt eredmÃĐnyezi, hogy a felhasznÃĄlÃģ sok idÅt tÃķlt el a mÅąveletek lÃĐtrehozÃĄsÃĄval. Ãrdemes tehÃĄt ezeket a beÃĄllÃtÃĄsokat egy-egy sablonban elmenteni, vagy ha azt nem is, igyekezzÞnk emlÃĐkezni arra, hogy hol, melyik file-ban hasznÃĄltuk, hogy ezeket a mÅąveleteket kÃĐsÅbb le tudjuk mÃĄsolni. IdÅt lehet mÃĐg spÃģrolni, ha vÃĐgiggondoljuk mire is van szÞksÃĐgÞnk, a pÃĄlya mintÃĄzatÃĄtÃģl kezdve a szerszÃĄm tengely ÃĄllÃĄsÃĄig.
LÃĄssuk ezt NX-ben is!
Az ÃĄltalam leÃrt gyakorlat irÃĄnyadÃģ, ettÅl el lehet tÃĐrni, itt mindig az a kÃĐrdÃĐs ÃĐrdemes-e tÃķbb munkÃĄt belerakni a dologba.
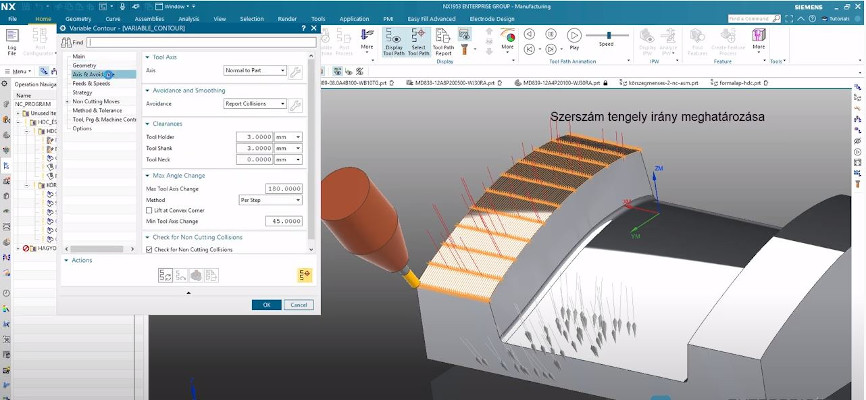
NX-ben az 5 tengelyes mÅąveletek kÃķzÞl a “variable contur” lesz a megfelelÅ vÃĄlasztÃĄs, mivel ez elÃĐgsÃĐges mennyisÃĐgÅą beÃĄllÃtÃĄsi lehetÅsÃĐget tartalmaz. KÃķrszegmens marÃģk esetÃĐn, az egyik kitÃĐtel volt az alkatrÃĐsz (ÃĐs nem pÃĄlyamintÃĄzat!) fÞggÅ tengelyÃĄllÃĄs, tehÃĄt majd ez irÃĄnyban kell keresgÃĐlni a beÃĄllÃtÃĄsok kÃķzÃķtt. Ne felejtsÞk el, hogy a szerszÃĄm dolgozÃģ rÃĐszÃĐt bizonyos szÃķgtartomÃĄnyban le kell hatÃĄrolni. Sok esetben a simÃtÃĄshoz egy oda-vissza mintÃĄzat kerÞl lÃĐtrehozÃĄsra, tehÃĄt ezt a kÃĐrdÃĐst is kipipÃĄlhatjuk. A mintÃĄzatot rÃĄ kell vetÃteni a megmunkÃĄlandÃģ felÞletre (Ãgy mÅąkÃķdik nagy ÃĄltalÃĄnossÃĄgban minden simÃtÃĄsi mÅąvelet) ezÃĐrt el kell dÃķntenÞnk, hogy mi lesz a vetÃtÃĐs irÃĄnya. SzerszÃĄmtengely irÃĄny kizÃĄrva, mert egyrÃĐszt eltÃĐr a fÅ irÃĄnyoktÃģl, mÃĄsrÃĐszt nem is ismerjÞk azt pontosan. Ha a megmunkÃĄlandÃģ felÞleten hoztuk lÃĐtre a mintÃĄzatot, akkor legjobb vÃĄlasztÃĄs a fÅ irÃĄnyok kÃķzÞl valamelyik. NagyjÃĄbÃģl fejben elÅre megterveztÞk mit is akarunk csinÃĄlni, mÃĄr csak vÃĐgre kell hajtani. A kÃķvetkezÅ kis videÃģban lÃĄthatjÃĄtok, hogy kÃķrÞlbelÞl hogyan is kell ezt NX-ben megvalÃģsÃtani.
Ãsszefoglalva
A ilyen jellegÅą marÃģk hasznÃĄlata lerÃķvidÃti a megmunkÃĄlÃĄsi idÅt. A mÃĄr megszerzett tudÃĄs eltÃĄrolÃĄsa ÃĐs visszakereshetÅsÃĐge a munkÃĄnkat gyorsÃtja. Kevesebb befektetett munka ÃĐs rÃķvidebb forgÃĄcsolÃĄsi idÅ kÃķrszegmens marÃģkkal: mindez elÃĐrhetÅ az NX-ben!
TOVÃBBI HASZNOS DOLGOK
MEGÃJULT BLOG FELÃLET ÃS NX BLOGBEJEGYZÃSEK – Folytatjuk ÃĐs kibÅvÃtjÞk az NX tÃĐmÃĄjÚ cikksorozatainkat.
SE-CAMPro for startups –Â KezdÅ vÃĄllalkozÃĄsok szÃĄmÃĄra is elÃĐrhetÅ ingyenesen, amirÅl ez a cikk szÃģl.
Ebben a tÃĐmakÃķrben nagyra beszÞlt LukÃĄcs KrisztiÃĄn kollÃĐgÃĄm Ãrt ÃķsszefoglalÃģt, amit itt tudtok elolvasni.
WEBINÃROK, ESEMÃNYEK ÃS HÃREK
Az Enterprise Group PLM ÞzletÃĄgÃĄnak hÃreit, a szoftveres megoldÃĄsainkrÃģl informÃĄciÃģkat, ÃĐrdekessÃĐgeket pedig az alÃĄbbi oldalon talÃĄlhattok.
ÃgyfÃĐltÃĄmogatÃģ mÃĐrnÃķk, szakterÞlete az NX-CAD/CAM. Jelenlegi munkÃĄja elÅtt 15 ÃĐvet tÃķltÃķtt el mÅąanyag frÃķccsÃķntÅ ÃĐs egyÃĐb formÃĄzÃģ szerszÃĄmokat tervezÅ ÃĐs gyÃĄrtÃģ cÃĐgnÃĐl gyÃĄrtÃĄsi, ellenÅrzÃĐsi, tervezÅi ÃĐs mÅąszaki vezetÅi terÞleteken.