
NX CAM, forgácsolási adatok automatikus betöltése
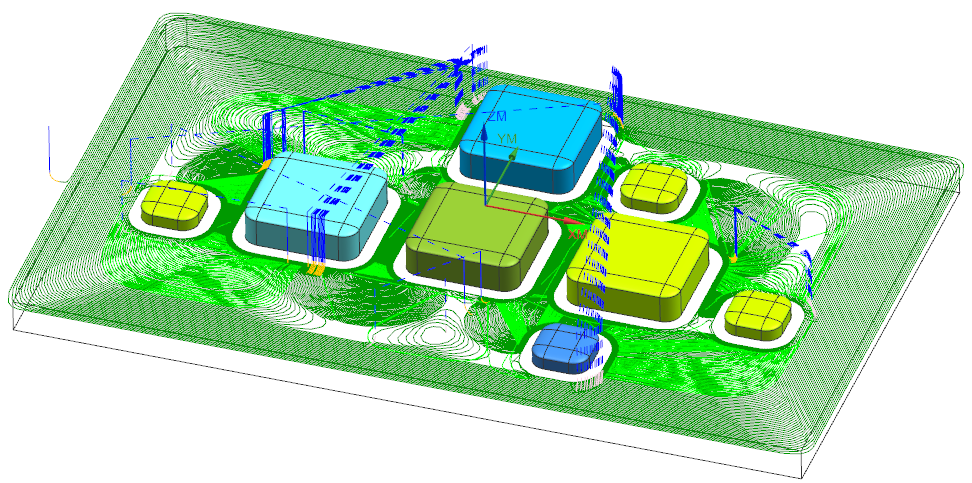
Az NC-programozáshoz ismerni kell a megmunkálandó munkadarab geometriáját, az anyagát, a gépet, a munkadarab-megfogást és a szerszámot, amivel a műveletet elvégezzük.
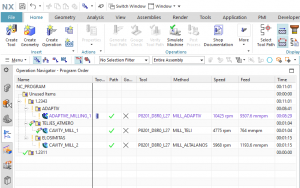
Fő paraméterek megadása
CAM-es környezetben dolgozva, ha már tudjuk, hogy mit és hogyan akarunk elkészíteni, a pályaszámítás előfeltétele, hogy a forgácsolási paramétereket meghatározzuk, például a szerszámkatalógusból kiolvasva bepötyögjük a szerszámpálya-ablakba. A fordulatszám és az előtolás ugyan a gép mellett, a kész NC-programban is módosítható, de a fogásmélység és fogásszélesség már nem.
Minden egyes műveletelemnél megadni a megfelelő technológiát azonban meglehetősen monoton munkát jelent, és mivel csak számok a képernyőn, könnyebb is átsiklani egy-egy elgépelésen.
Különösen akkor nehéz nyomon követni a beírt értékek helyességét, ha ugyanazzal a szerszámmal többféle megmunkálási stratégiát is használunk.

Az egyik szerszámgyártó az egyik szármarójához nyolc különféle technológiához ad paramétereket, ami a szerszámának a legjobb kihasználását segíti a felhasználói számára.
Megbízható paraméterek
Ha a szerszámgyártó által megadott katalógusadatokat, vagy azoknak a gépünk tudásához igazított értékeit betöltjük az NX technológiai adatbázisba, akkor nem csak a programozásnál spórolhatunk időt, hanem a szerszámgép mellett dolgozó kollégánk is megbízhat az NC-programban lévő paraméterekben, nem kell átszerkesztenie.
Az NX ráadásul nem csak a betöltött paramétereket kezeli, hanem a szerszámtartóból való nagyobb kinyúlás függvényében képes a technológiát a szükség szerint beállítani.
Kutatások szerint a forgácsolás összköltségéből a szerszámköltség 5%-ok tesz ki. Igaz ez akkor, ha optimálisan használjuk a szerszámokat. Ha nem megfelelő paraméterekkel dolgozunk, ez csúnyán megnövekedhet. Ha a szerszám tudását nem használjuk ki, akkor a forgácsolással töltött időt növeljük meg, ha túl magas értékeket használunk, a szerszám éltartamát, élettartamát csökkentjük. Sokváltozós egyenlet, figyelembe kell venni a teljes MKGSI rendszert. Munkadarab-készülék-gép-szerszám-információ. A munkadarab anyaga, annak szilárdsága és forgácsolhatósága alkatrészgyártásban elég nagy szórást enged meg, a szerszámgyártásban használatos anyagoknál ez kevésbé jellemző. A készülék, azaz a munkadarabmegfogás hatással van a forgácsolás stabilitására. Ezekre sajnos semmilyen módon nem tudjuk felkészíteni az adatbázist. A gép és a szerszám együttesét tudjuk eltárolni, és így előállítani az információnak egyik szeletét. Ha ismerjük a szerszámgépünk merevségét és tudását, akkor a forgácsolási paramétereket tudjuk finomítani, hogy végül a forgácsolási paraméterek betöltése helyett a pályaszámításra tudjunk koncentrálni.